 de
de
 English
English русский
русскийGehäuse und Rahmenführung für Windturbinengeneratoren
Inhalt
- 1 Die strukturelle Rolle des Windturbinengeneratorgehäuses
- 2 Auf den Generatorrahmen wirkende Lastbedingungen
- 3 Designunterschiede: Turbinenkonfigurationen mit Getriebe vs. Direktantrieb
- 4 Materialien und Herstellungsmethoden für Generatorgehäuse
- 5 Präzisionsausrichtungsanforderungen und Bearbeitungsstandards
- 6 Oberflächenschutz und Korrosionsschutz für raue Umgebungen
- 7 Qualitätssicherung und Zertifizierung für die Generatorrahmenproduktion
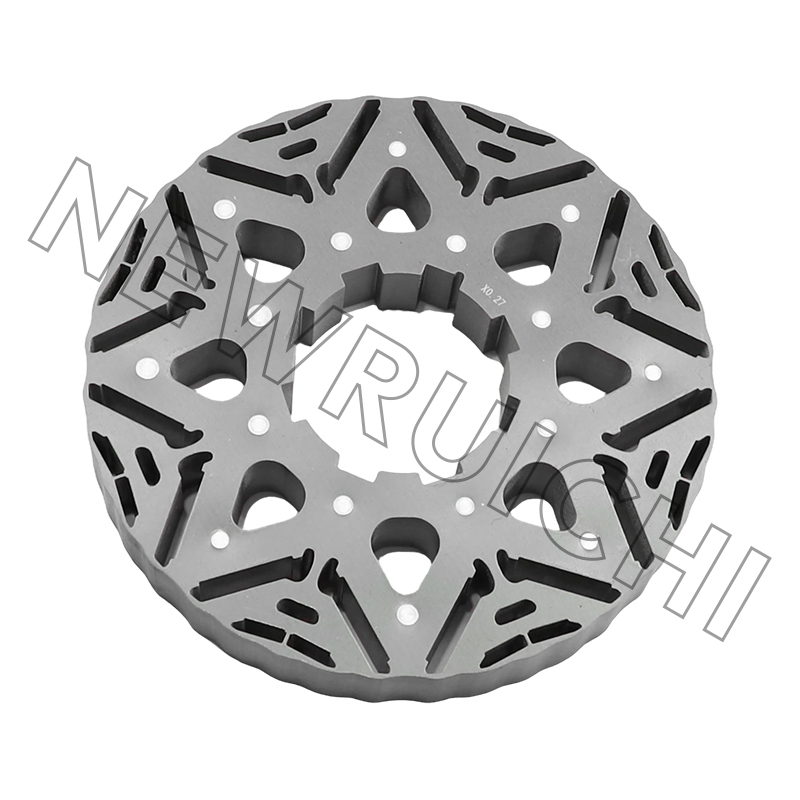
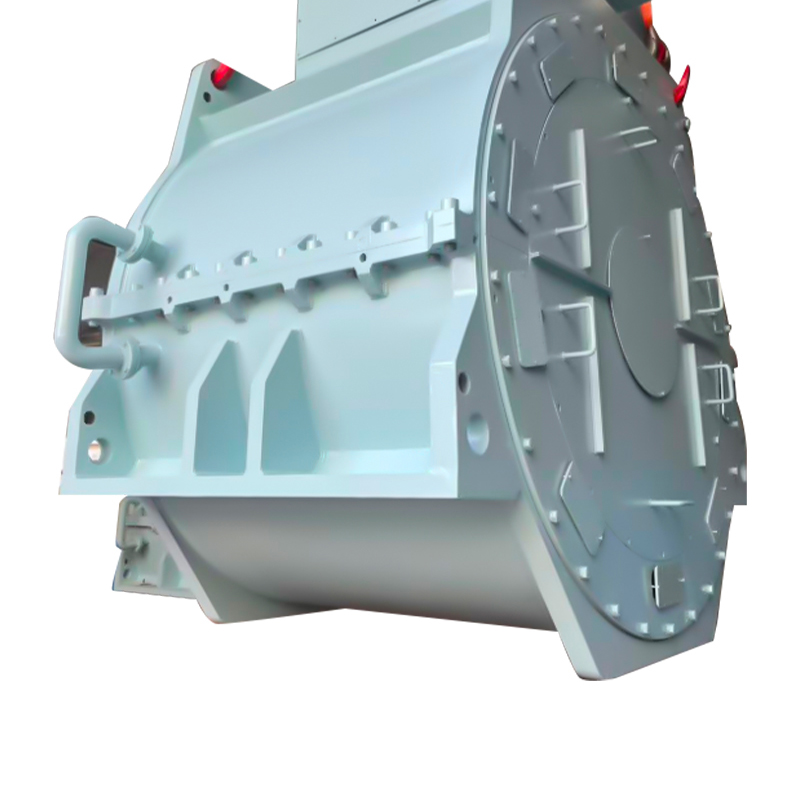
Die strukturelle Rolle des Windturbinengeneratorgehäuses
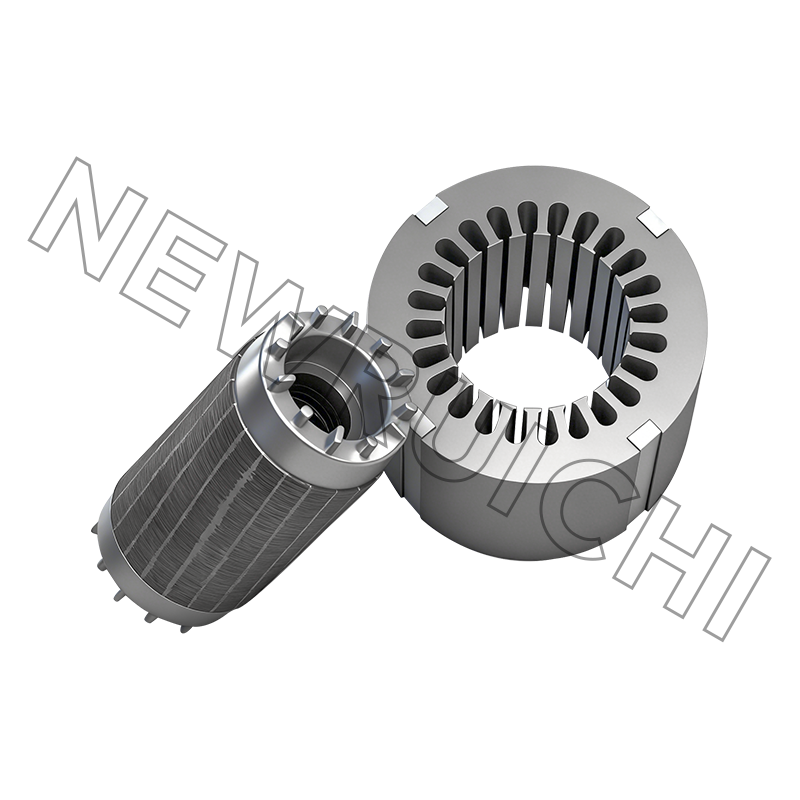
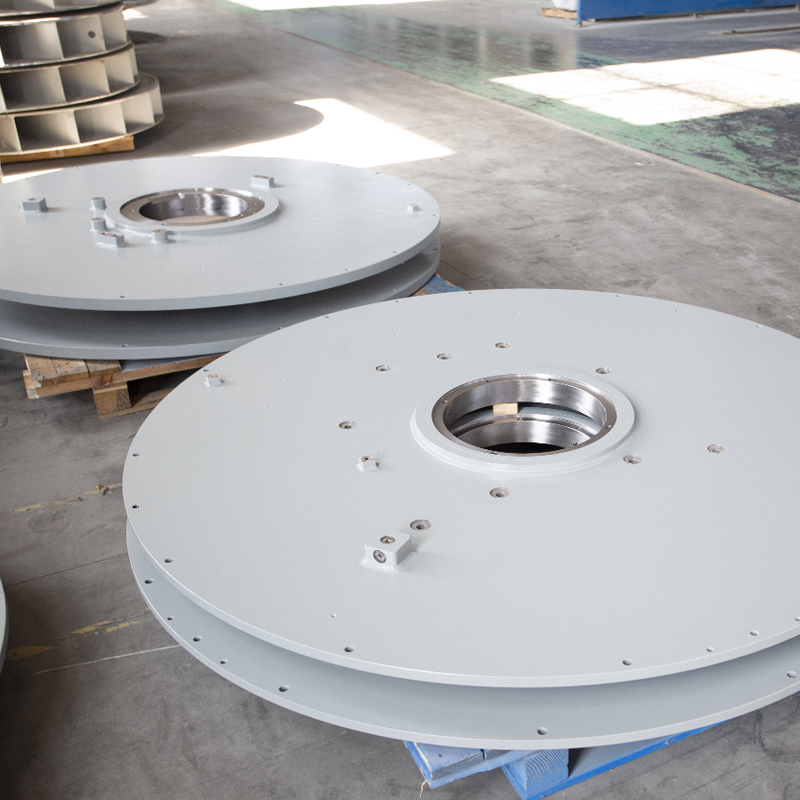
Die Gehäuse eines Windturbinengenerators – auch als Generatorrahmen oder Generatorbasis einer Windkraftanlage bezeichnet – ist eine wichtige Kernkomponente von Windkraftanlagen und befindet sich an der Spitze des Turms innerhalb der Gondel. Seine Funktion geht weit über die einfache Einhausung hinaus. Das Generatorgehäuse bildet die primäre tragende Schnittstelle zwischen dem Generator und der breiteren Gondelstruktur, ist vorne mit dem Hauptrahmen verbunden und trägt hinten das volle Gewicht des Generators. In dieser Position muss es gleichzeitig statische Schwerkraftlasten, dynamisches Betriebsdrehmoment, windinduzierte Biegemomente und durch den Antriebsstrang übertragene Vibrationen bewältigen – und das alles unter Beibehaltung der präzisen Dimensionsverhältnisse, die für eine effiziente Stromerzeugung erforderlich sind.
Die importance of the wind turbine generator frame is best understood by considering the consequences of its failure or dimensional inaccuracy. Misalignment between the generator and gearbox — or between the generator and main shaft in direct-drive configurations — introduces asymmetric bearing loads, accelerated gear and bearing wear, elevated vibration signatures, and ultimately premature drivetrain failure. Given that wind turbines are expected to operate for 20 to 25 years with minimal major maintenance, and that nacelle access at hub heights of 80 to 140 meters is logistically complex and costly, the structural integrity and dimensional precision of the generator housing are non-negotiable requirements with direct financial consequences across the turbine's operational lifetime.
Auf den Generatorrahmen wirkende Lastbedingungen
Die Rahmen eines Windkraftgenerators arbeitet in einer der mechanisch anspruchsvollsten Umgebungen für Industrieanlagen. Im Gegensatz zu stationären Industriemaschinen, bei denen die Belastungen weitgehend statisch und vorhersehbar sind, muss das Gehäuse eines Windturbinengenerators einem kontinuierlichen Spektrum dynamischer Belastungen standhalten, deren Größe und Richtung sich je nach Windbedingungen, Turbinenbetriebszustand und Gierposition ständig ändern. Das Verständnis dieser Lastkategorien ist wichtig, um zu verstehen, warum die Konstruktion des Generatorrahmens eher eine anspruchsvolle bautechnische Herausforderung als eine einfache Fertigungsaufgabe ist.
- Gravitationslasten — Das Eigengewicht des Generators – je nach Turbinenleistung typischerweise 15 bis 80 Tonnen – wirkt als konstante Abwärtskraft auf die Montageschnittstelle des Generatorrahmens. Bei größeren Multi-Megawatt-Turbinen erfordert allein diese statische Belastung Rahmenquerschnitte und Materialspezifikationen, die in den meisten industriellen Kontexten als überdimensioniert gelten würden.
- Betriebsdrehmoment — Das Reaktionsdrehmoment der elektromagnetischen Bremsung des Generators – die Kraft, die der Rotordrehung bei der Entnahme elektrischer Energie entgegenwirkt – wird direkt auf das Generatorgehäuse der Windkraftanlage übertragen. Dieses Drehmoment kann in Multi-Megawatt-Maschinen mehrere hundert Kilonewtonmeter erreichen und kehrt bei Netzfehlern die Richtung um, wodurch die Rahmenstruktur während der gesamten Betriebslebensdauer der Turbine zyklisch torsionsbelastet wird.
- Windinduzierte Biegemomente — Schubkräfte vom Rotor erzeugen Biegemomente, die sich über die Hauptwelle und das Getriebe in den Generatorrahmen ausbreiten. Bei extremen Windbedingungen – Sturmlasten, Notstopp-Ereignisse – erreichen diese Momente ihren Höhepunkt und müssen vom Rahmen ohne dauerhafte Verformung absorbiert werden, die die Ausrichtung beeinträchtigen würde.
- Vibrations- und Ermüdungsbelastung — Unwucht des Rotors, Erregung der Rotorblätter durch die Frequenz, Zahneingriffsharmonische und elektromagnetische Drehmomentwelligkeit des Generators erzeugen Vibrationslasten mit unterschiedlichen Frequenzen. Der Rahmen des Windturbinengenerators muss ausreichend steif sein, um Resonanzen bei diesen Anregungsfrequenzen zu vermeiden, und ausreichend ermüdungsbeständig sein, um die Milliarden von Lastzyklen über eine 20-jährige Lebensdauer hinweg zu überstehen.
- Diermal loads — Temperaturunterschiede zwischen dem Inneren des Generatorgehäuses – das durch Generatorverluste erhitzt wird – und der äußeren Gondelumgebung führen zu einer unterschiedlichen Wärmeausdehnung, die ausgeglichen werden muss, ohne dass es zu einer Fehlausrichtung kommt oder die Wärmeausdehnung des Generators auf eine Weise eingeschränkt wird, die zu einer Beschädigung der Montageschnittstellen führt.
Designunterschiede: Turbinenkonfigurationen mit Getriebe vs. Direktantrieb
Die mechanical architecture of the wind turbine fundamentally shapes the design requirements for the wind turbine generator housing. Two dominant drivetrain configurations — geared and direct-drive — impose substantially different load profiles and alignment requirements on the generator frame, resulting in distinct structural designs optimized for each architecture.
Getriebeturbinengeneratorrahmen
Bei herkömmlichen Windkraftanlagen mit Getriebe ist die langsam laufende Hauptwelle mit einem Getriebe verbunden, das die Drehzahl erhöht, bevor es einen relativ kompakten Hochgeschwindigkeitsgenerator antreibt. Der Generatorrahmen der Windkraftanlage muss in dieser Konfiguration eine präzise Ausrichtung zwischen der Getriebeausgangswelle und der Generatoreingangswelle gewährleisten – normalerweise wird dies durch eine flexible Kupplung erreicht, erfordert aber dennoch, dass die Mittellinien der beiden Wellen unter allen Betriebslastbedingungen innerhalb enger Winkel- und Parallelversatzgrenzen bleiben. Die Strukturkonstruktion des Rahmens muss diese Ausrichtung trotz der Durchbiegungen beibehalten, die durch das Generatorgewicht, die Drehmomentreaktion und dynamische Belastungen verursacht werden. Dies erfordert eine sorgfältige Finite-Elemente-Analyse während der Entwurfsphase, um die Einhaltung der Durchbiegung über den gesamten Lastbereich hinweg zu überprüfen.
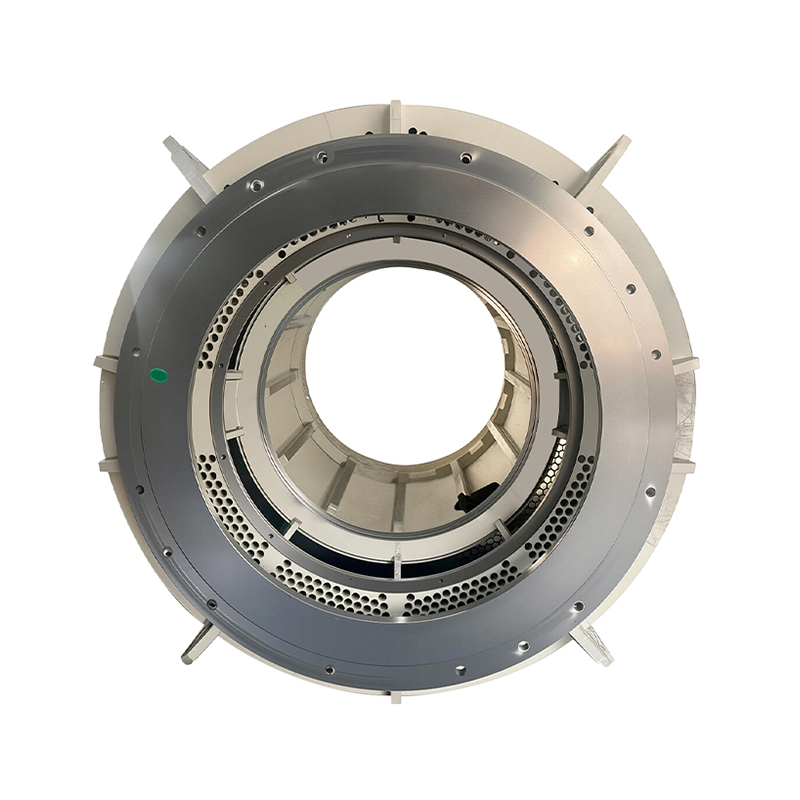
Turbinengeneratorrahmen mit Direktantrieb
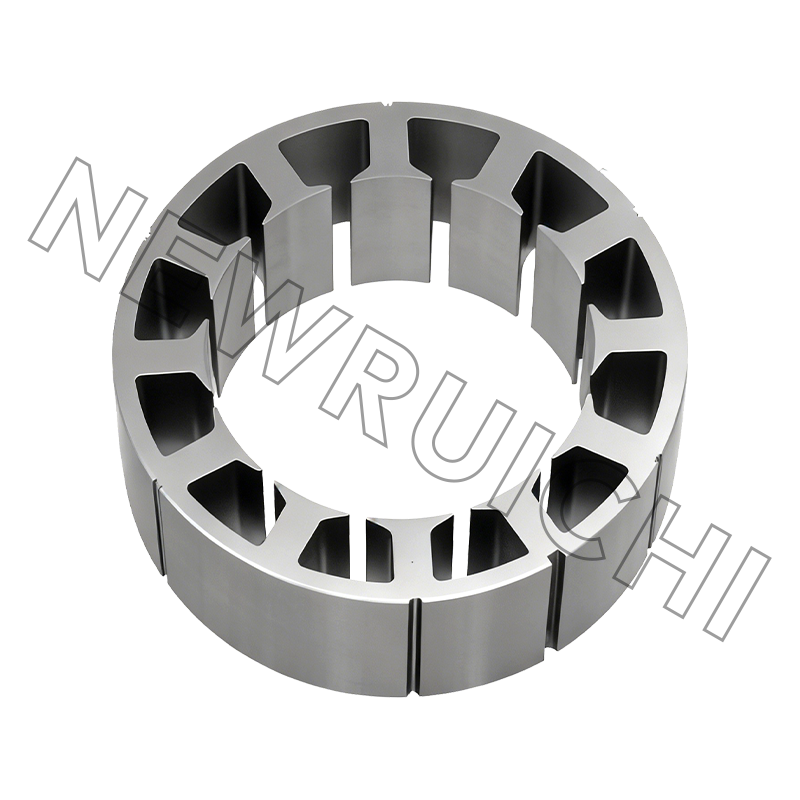
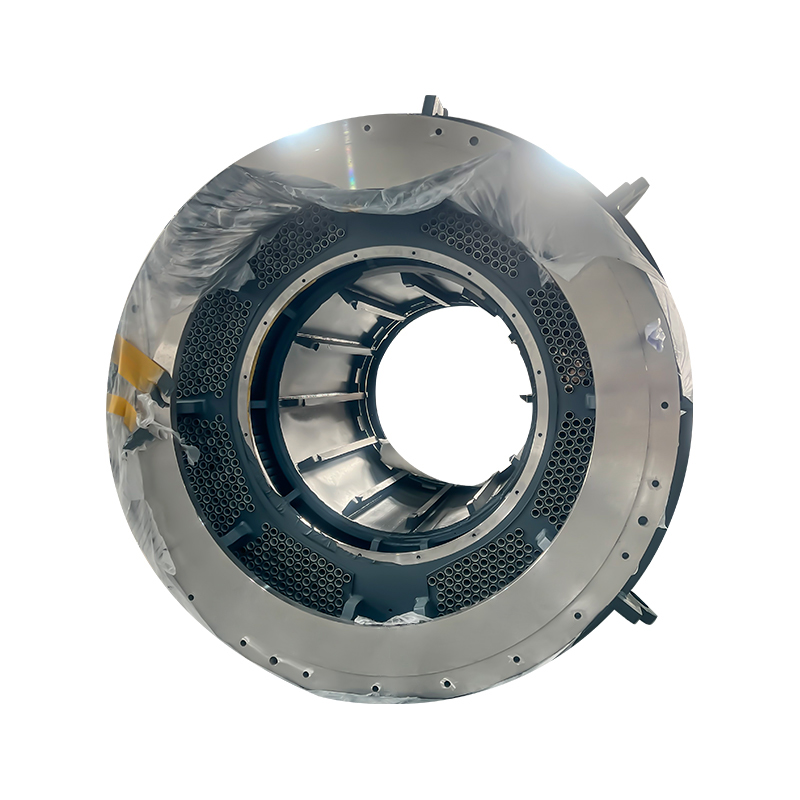
Bei Windkraftanlagen mit Direktantrieb entfällt das Getriebe vollständig, da die Rotornabe direkt mit einem Generator mit großem Durchmesser und niedriger Drehzahl verbunden ist. Bei Direktantriebskonfigurationen übernimmt der Generatorrahmen einer Windkraftanlage eine noch wichtigere strukturelle Rolle: Er muss einen Generator tragen, der deutlich größer und schwerer ist als sein Getriebeäquivalent (oft 50 bis 100 Tonnen bei Offshore-Maschinen mit mehreren Megawatt), und gleichzeitig die präzise Gleichmäßigkeit des Luftspalts zwischen Rotor und Stator aufrechterhalten, die für die elektromagnetische Effizienz und die Vermeidung von Rotor-Stator-Kontakten unerlässlich ist. Der Strukturrahmen in Direktantriebsturbinen ist oft in das Hauptlagergehäuse integriert und bildet einen kontinuierlichen Lastpfad von der Rotornabe bis zur Turmspitze, was ihn zu einem der komplexesten Strukturgussteile oder -fertigungen der gesamten Turbine macht.
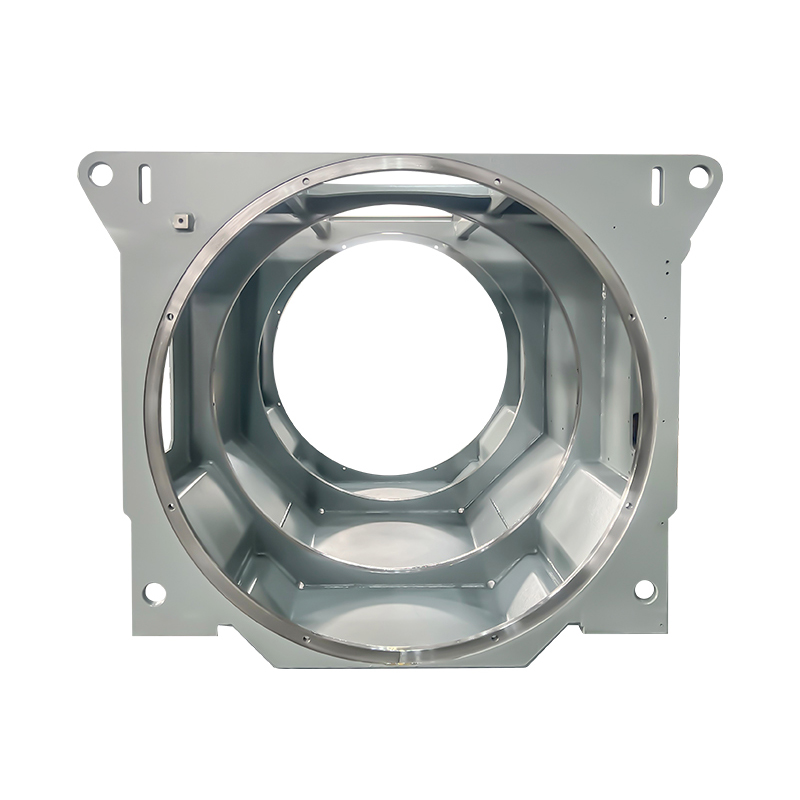
Materialien und Herstellungsmethoden für Generatorgehäuse
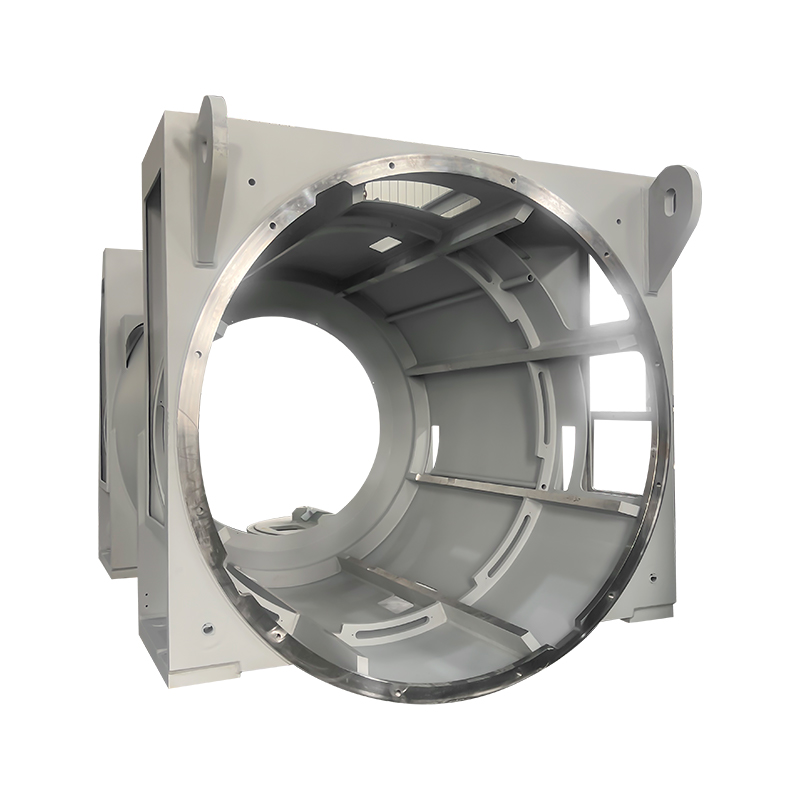
Die material and manufacturing process selected for a wind turbine generator housing must satisfy simultaneous requirements for structural strength, stiffness, fatigue resistance, dimensional accuracy, weldability or castability, and machinability at the precision interfaces where the generator and drivetrain components mount. Two primary manufacturing routes dominate current production: structural steel fabrication and ductile iron casting.
Aus Stahl gefertigte Rahmen
Aus Stahl gefertigte Generatorrahmen für Windkraftanlagen werden aus Blech- und Strukturstahlabschnitten hergestellt, auf ein Profil zugeschnitten und in die erforderliche dreidimensionale Geometrie geschweißt. Dieser Ansatz bietet Designflexibilität – die Rahmengeometrie kann im Detail optimiert werden, ohne die Einschränkungen der Gussmachbarkeit – und eignet sich gut für kleine und mittlere Produktionsmengen, bei denen Werkzeuginvestitionen für den Guss nicht gerechtfertigt wären. Hochfeste Baustahlsorten – gängige Spezifikationen sind S355 und S420 – bieten die für Ermüdungsbelastungen erforderliche Streckgrenze und Zähigkeit. Die Schweißqualität ist die entscheidende Fertigungsvariable bei gefertigten Rahmen. Alle strukturellen Schweißnähte müssen mindestens der Qualitätsstufe B nach EN ISO 5817 entsprechen und an Stellen mit hoher Beanspruchung eine vollständige Schweißnahtprüfung durch Ultraschall- oder Röntgenprüfung durchführen.
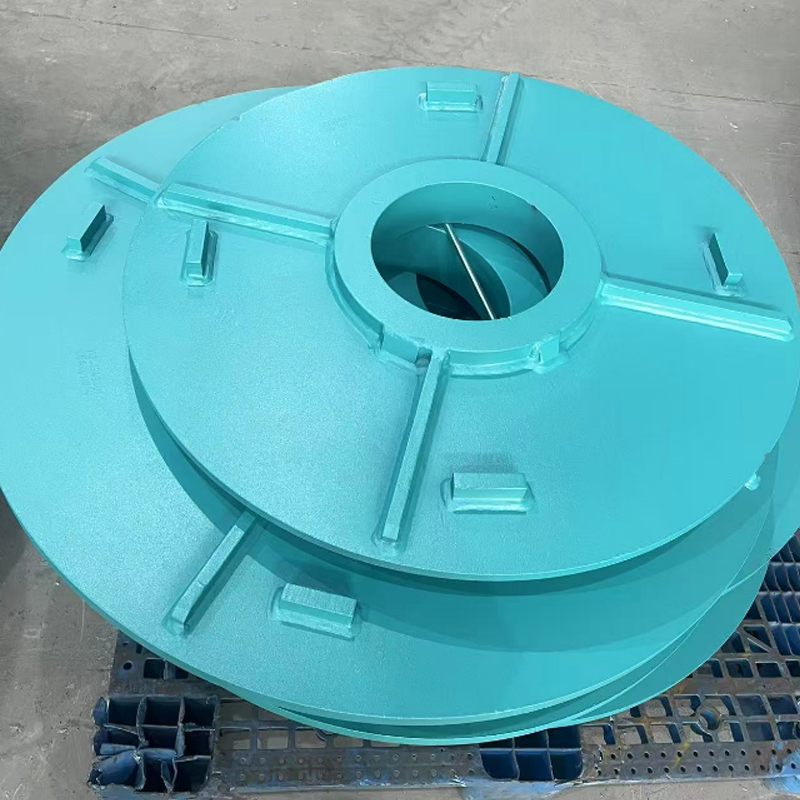
Rahmen aus duktilem Gusseisen
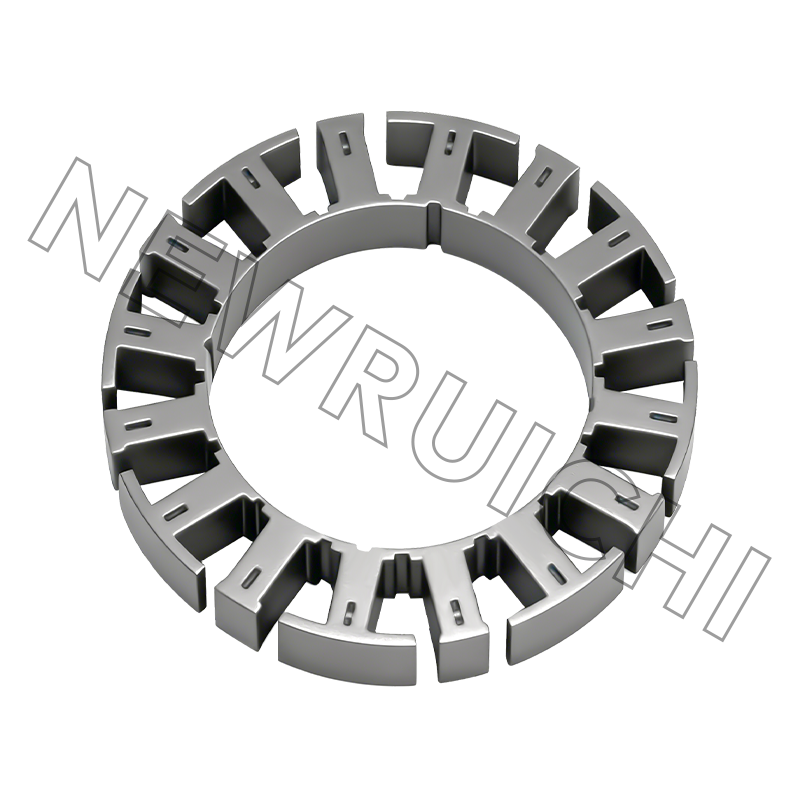
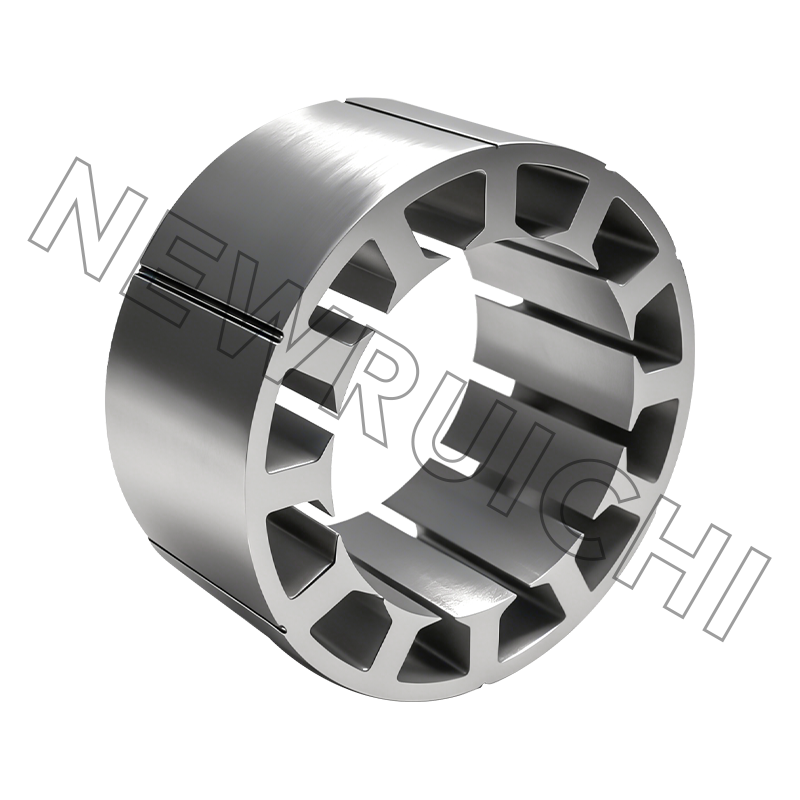
Bei größeren Produktionsmengen bietet der Sphärogussguss erhebliche Vorteile bei der Herstellung der komplexen dreidimensionalen Geometrien des Windturbinengeneratorrahmens mit integrierten Rippen, Vorsprüngen und Montagepads, die in einer Fertigkonstruktion nur äußerst schwer zu erreichen wären. Sphäroguss der Güteklasse EN-GJS-400-18-LT – ausgewählt aufgrund seiner Kombination aus Festigkeit, Duktilität und Schlagzähigkeit bei niedrigen Temperaturen für Installationen in kalten Klimazonen – ist die Standardmaterialspezifikation. Gussrahmen erreichen ihre endgültige Maßhaltigkeit durch Präzisionsbearbeitung aller kritischen Montageschnittstellen, wobei die Toleranzen der Ebenheit der Generator-Montagepads über die gesamte Montagefläche typischerweise innerhalb von 0,05 mm liegen.
| Eigentum | Stahlrahmen | Rahmen aus duktilem Gusseisen |
| Geometrische Komplexität | Mäßig – herstellungsbedingt begrenzt | Hoch – komplexe interne Funktionen möglich |
| Werkzeuginvestition | Niedrig | Hoch (Muster- und Kernwerkzeuge) |
| Stückkosten pro Volumen | Höher | Niedriger |
| Flexibilität bei der Vorlaufzeit | Hoch – keine Mustervorlaufzeit | Niedriger — foundry scheduling dependent |
| Designänderung | Schnell und kostengünstig | Langsam und teuer (Musterüberarbeitung) |
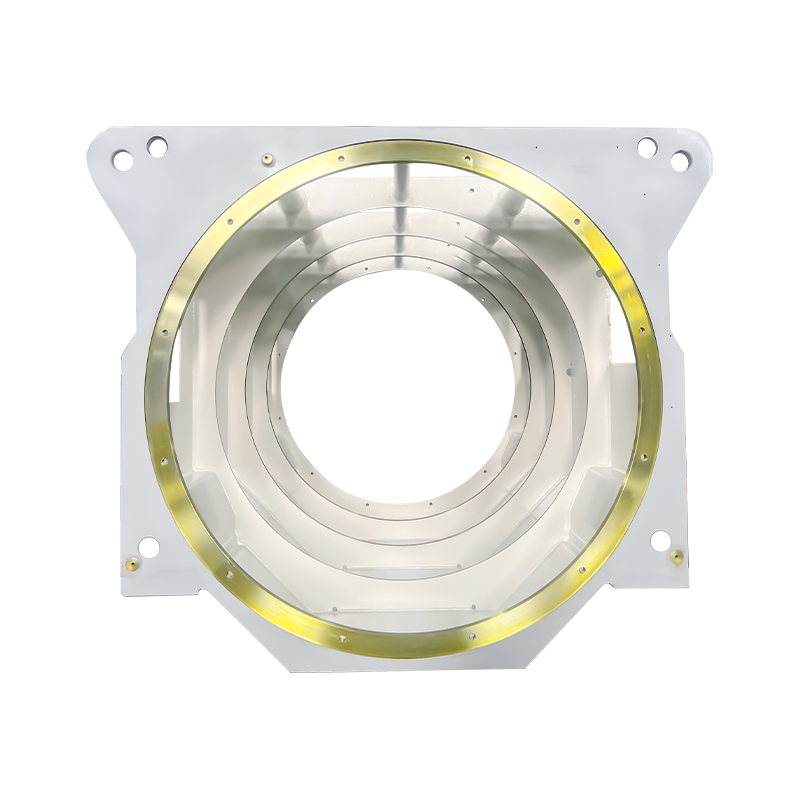
Präzisionsausrichtungsanforderungen und Bearbeitungsstandards
Die wind turbine generator frame ensures precise alignment and positioning between the generator and the gearbox or main shaft — a requirement that translates into extremely demanding machining specifications for the frame's mounting interfaces. Achieving and maintaining this alignment over the turbine's 20-year service life requires that the machined surfaces retain their dimensional accuracy despite the structural deflections, thermal cycles, and fatigue loads accumulated during operation.
Zu den entscheidenden maschinell bearbeiteten Merkmalen am Gehäuse des Windturbinengenerators gehören die Flächen der Generatorbefestigungsflächen – die innerhalb enger Ebenheitstoleranzen koplanar sein müssen, um eine gleichmäßige Lastverteilung auf alle Befestigungsschrauben zu gewährleisten – und die Ausrichtungsbohrung oder Ausrichtungsmerkmale, die den Generator konzentrisch relativ zur Mittellinie des Antriebsstrangs positionieren. Positionstoleranzen für Ausrichtungsmerkmale werden typischerweise im Bereich von ±0,1 mm bis ±0,2 mm angegeben und werden durch präzise CNC-Horizontalbohr- und Fräsvorgänge mithilfe großformatiger Bearbeitungszentren erreicht, die in der Lage sind, den gesamten Rahmenumfang in einer einzigen Aufspannung zu bewältigen. Die Bearbeitung aller kritischen Schnittstellen in einer einzigen Aufspannung eliminiert die kumulativen Positionsfehler, die durch die Neupositionierung des Werkstücks zwischen den Arbeitsgängen entstehen würden, und gilt als die einzige zuverlässige Methode zum Erreichen der erforderlichen Genauigkeit zwischen den Merkmalen bei großen Generatorrahmen.
Oberflächenschutz und Korrosionsschutz für raue Umgebungen
Windkraftanlagen werden in einigen der rauesten korrosiven Umgebungen betrieben, denen Industrieanlagen ausgesetzt sind – Offshore-Anlagen sind ständigem Salznebel und hoher Luftfeuchtigkeit ausgesetzt, während Onshore-Anlagen in Küsten-, Wüsten- und Kaltklimaregionen ihre eigenen Korrosionsherausforderungen mit sich bringen. Das Gehäuse des Windturbinengenerators muss während seiner gesamten Lebensdauer vor Korrosion geschützt werden, ohne dass eine Wartung der Beschichtung erforderlich ist, die eine umfangreiche Demontage der Gondelkomponenten erfordern würde.
Oberflächenschutzsysteme für Generatorrahmen in Standardanwendungen an Land bestehen typischerweise aus einer zinkreichen Grundierung, die durch Airless-Spritzen mit einer Trockenfilmdicke von mindestens 60 Mikrometern aufgetragen wird, gefolgt von Epoxid-Zwischenschichten und einer Polyurethan-Deckschicht, wodurch eine Gesamtsystemdicke von 200 bis 320 Mikrometern gemäß der Korrosivitätskategorie C3 oder C4 nach ISO 12944 erreicht wird. Offshore-Anlagen erfordern verbesserte Schutzsysteme, die den C5-M-Anforderungen entsprechen – häufig mit thermisch gespritztem Zink oder Aluminium als zusätzliche Barriere unter dem Lacksystem –, um den 25-jährigen wartungsfreien Korrosionsschutz zu erreichen, der für unzugängliche Offshore-Gondelkomponenten erforderlich ist. Bearbeitete Oberflächen und Präzisionsschnittstellen werden während der Lagerung und des Transports mit entfernbaren Konservierungsmitteln geschützt und während der Installation entfernt, um die Maßhaltigkeit der Montageflächen wiederherzustellen.
Qualitätssicherung und Zertifizierung für die Generatorrahmenproduktion
Rahmen von Windturbinengeneratoren sind sicherheitskritische Komponenten, die Zertifizierungsanforderungen unabhängiger Typenzertifizierungsstellen unterliegen – darunter DNV, Bureau Veritas, TÜV SÜD und Lloyd's Register – deren Genehmigung erforderlich ist, bevor Turbinenkonstruktionen kommerziell eingesetzt werden können. Die Qualitätssicherungsanforderungen für die Generatorrahmenproduktion sind entsprechend streng und umfassen die Rückverfolgbarkeit des Materials, die zerstörungsfreie Prüfung, die Maßprüfung und dokumentierte Prozesskontrollen in jeder Phase der Herstellung.
- Materialzertifizierung — Für alle Baustahlplatten und -profile müssen Materialprüfzertifikate gemäß EN 10204 3.2 vorliegen, die von einer unabhängigen Prüfstelle überprüft wurden und die chemische Zusammensetzung, die mechanischen Eigenschaften und die Ergebnisse der Schlagprüfung bei der angegebenen Prüftemperatur bestätigen.
- Schweißverfahren und Schweißerqualifikation — Alle strukturellen Schweißarbeiten müssen nach qualifizierten Schweißverfahrensspezifikationen (WPS) durchgeführt werden, die gemäß EN ISO 15614 entwickelt und getestet wurden. Alle Schweißer müssen über aktuelle Qualifikationszertifikate für das entsprechende Schweißverfahren, die Materialgruppe und die Verbindungskonfiguration verfügen.
- Zerstörungsfreie Prüfung (NTE) — Vollständig durchgeschweißte Schweißnähte an Stellen mit hoher Belastung werden einer Ultraschallprüfung (UT) oder einer Durchstrahlungsprüfung (RT) unterzogen, um interne Defekte zu erkennen. Die Magnetpulverprüfung (MT) wird an allen Schweißnähten und stark beanspruchten Oberflächenbereichen durchgeführt, um Oberflächenbrüche und oberflächennahe Risse zu erkennen, die zu Ermüdungsausfällen führen könnten.
- Maßkontrollbericht — Für jeden Generatorrahmen wird ein vollständiger Dimensionsinspektionsbericht erstellt, der mithilfe von CMM-Messungen aller kritischen Merkmale erstellt und als Qualitätsprotokoll aufbewahrt wird, das die Zertifizierungsdokumentation der Turbine unterstützt und eine Grundlage für jede zukünftige Zustandsbewertung bietet.
-

Ihre E-Mail-Adresse wird nicht veröffentlicht. Erforderliche Felder sind markiert *





![]() E-Mail: [email protected]
E-Mail: [email protected]
[email protected]
![]() Telefon:
+86-18861576796 +86-18261588866
Telefon:
+86-18861576796 +86-18261588866
+86-15305731515 +86-18861576796
Urheberrecht © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Alle Rechte vorbehalten.
Hersteller von Stator- und Rotorkernen
