 de
de
 English
English русский
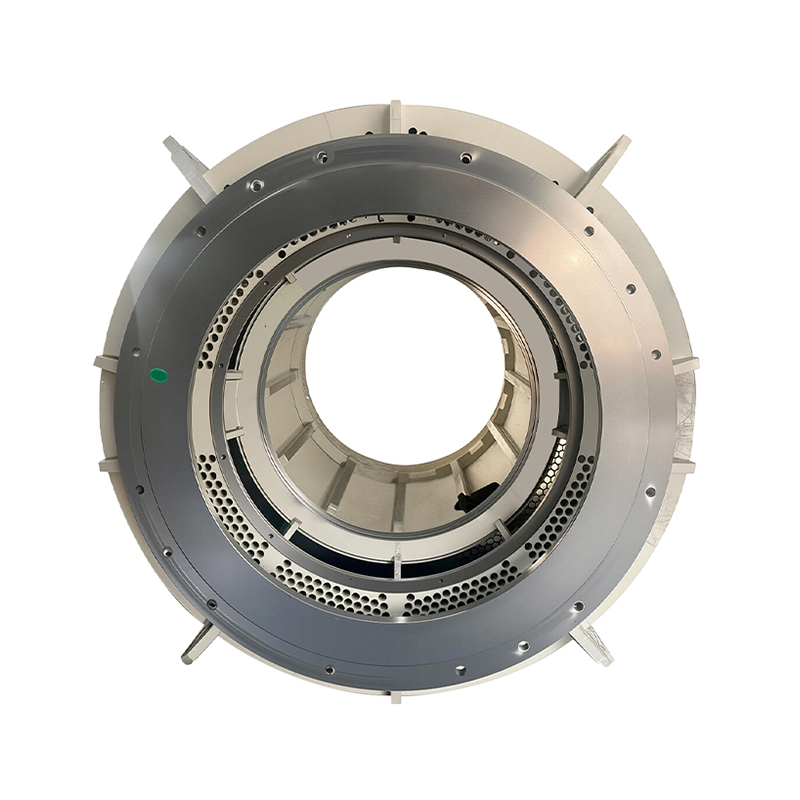
русскийStatorkern- und Rotorlaminierungen für Servomotoren
Inhalt
- 1 Warum der Motorstatorkern die Leistung des Servosystems bestimmt
- 2 Materialauswahl: Die Grundlage für eine verlustarme magnetische Leistung
- 3 Präzisionsstanzen: Wie der Herstellungsprozess die Maßhaltigkeit fördert
- 4 Design des Stator-Rotor-Kerns: Pol-Nut-Anpassung und Optimierung des Magnetkreises
- 5 Stapeln, Kleben und Kernmontage: Von der Laminierung zum Funktionskern
- 6 Anpassungsoptionen für die Laminierungsgeometrie des Servomotors
- 7 Leistungsergebnisse: Was hochwertige Kerne in der Anwendung leisten
Warum der Motorstatorkern die Leistung des Servosystems bestimmt
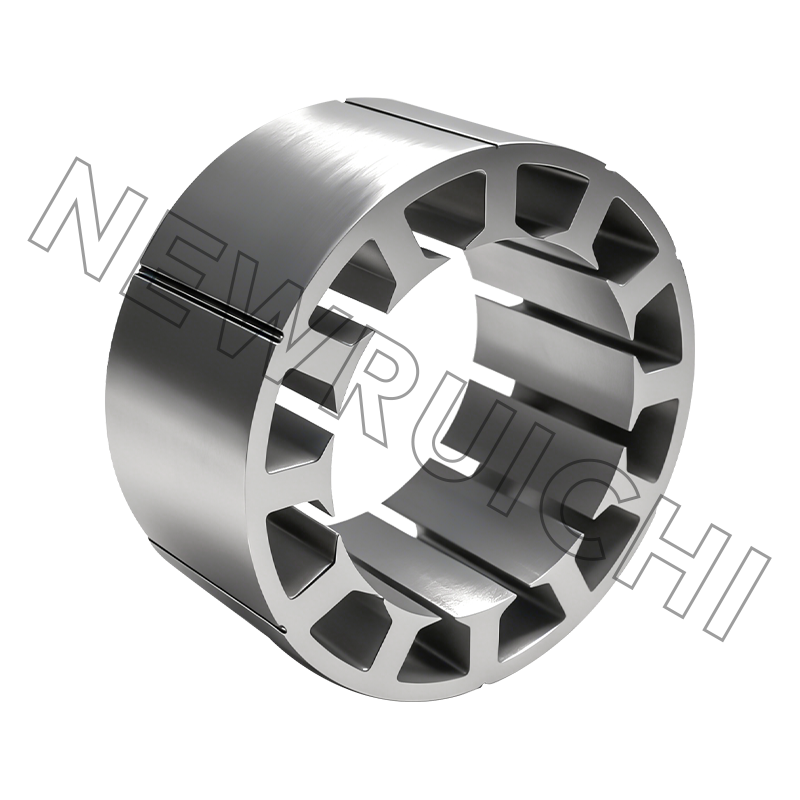
In jedem Präzisionsbewegungssystem fungiert der Servomotor als Betätigungsgelenk – er wandelt den elektrischen Input in einen kontrollierten mechanischen Output mit einer Reaktionsfähigkeit im Millisekundenbereich um. Im Zentrum dieses Umwandlungsprozesses steht der Statorkern des Motors: die feste magnetische Struktur, die das rotierende elektromagnetische Feld erzeugt, das den Rotor antreibt. Seine Geometrie, Materialeigenschaften und Fertigungspräzision bestimmen gemeinsam, wie effizient und genau diese Energieumwandlung erfolgt.
Ein gut konstruierter Statorkern leistet mehr als nur die Leitung des magnetischen Flusses. Es formt die räumliche Verteilung dieses Flusses über den Luftspalt und beeinflusst direkt die Drehmomentlinearität, die Qualität der Gegen-EMK-Wellenform und die Fähigkeit des Motors, eine präzise Positionssteuerung bei unterschiedlichen Lastbedingungen aufrechtzuerhalten. In Roboterarmen, CNC-Bearbeitungszentren und automatisierten Hochtakt-Montagelinien – Umgebungen, in denen Positionsgenauigkeit in Mikrometern und Zykluszeiten in Millisekunden gemessen wird – ist der Statorkern keine Standardkomponente. Es handelt sich um ein Präzisionsleistungselement.
Hersteller, die die Auswahl und Spezifikation des Statorkerns als technische Entscheidung und nicht als Beschaffungsentscheidung betrachten, erzielen durchweg bessere Ergebnisse auf Systemebene: geringere Drehmomentwelligkeit, geringere Wärmeentwicklung und längere Betriebsintervalle zwischen Wartungszyklen.
Materialauswahl: Die Grundlage für eine verlustarme magnetische Leistung
Die magnetischen und elektrischen Eigenschaften des Laminierungsmaterials setzen eine absolute Grenze für die Motoreffizienz und das dynamische Ansprechverhalten. Für Stator- und Rotorbleche von Servomotoren ist hochpermeabler Siliziumstahl – typischerweise nicht orientierter Elektrostahl mit einem Siliziumgehalt von 2 % bis 3,5 % – das Material der Wahl für Präzisionsservoanwendungen.
Siliziumlegierungen unterdrücken Wirbelstromverluste durch Erhöhung des spezifischen elektrischen Widerstands, während Sorten mit hoher Permeabilität dafür sorgen, dass der Magnetkreis bei höheren Flussdichten in die Sättigung geht, was eine höhere Drehmomentabgabe pro Kernvolumeneinheit ermöglicht. Zu den wichtigsten Leistungsparametern, die bei der Beschaffung von Laminiermaterial angegeben werden müssen, gehören:
- Kernverlust (W/kg) – gemessen bei spezifischer Flussdichte und Frequenz (z. B. 1,0 T bei 50 Hz oder 400 Hz für Hochgeschwindigkeitsanwendungen); Ein geringerer Kernverlust reduziert die Wärmeerzeugung und verbessert die Effizienz bei Betriebsgeschwindigkeit
- Relative Permeabilität (μr) — Eine höhere Permeabilität verringert die magnetomotorische Kraft, die zum Erreichen einer bestimmten Flussdichte erforderlich ist, und ermöglicht so eine reaktionsschnellere Drehmomenterzeugung
- Laminierungsdicke — dünnere Laminierungen (0,20 mm, 0,27 mm, 0,35 mm) reduzieren Wirbelstromverluste bei höheren elektrischen Frequenzen; Die geeignete Dicke hängt von der Nenndrehzahl und der Regelbandbreite des Motors ab
- Isolierbeschichtung — Die interlaminare Isolierung (üblicherweise eine Beschichtung der Güteklasse C-5 oder C-6) verhindert die Bildung von Wirbelströmen zwischen gestapelten Lamellen und sorgt so für die Beibehaltung der beabsichtigten Verlusteigenschaften des zusammengebauten Kerns
Für Ultrahochgeschwindigkeits-Servomotoren, die über 10.000 U/min arbeiten, können anstelle von herkömmlichem Siliziumstahl amorphe Metalllegierungen oder Kobalt-Eisen-Qualitäten spezifiziert werden, die einen wesentlich geringeren Kernverlust bei hohen Frequenzen bei entsprechendem Kostenaufschlag bieten.
Präzisionsstanzen: Wie der Herstellungsprozess die Maßhaltigkeit fördert
Der Übergang vom rohen Elektroband zum fertigen Stator- und Rotorbleche für Servomotoren erfordert eine Präzisionsstanztechnologie, die in der Lage ist, bei Großserienproduktionen enge geometrische Toleranzen einzuhalten. Dimensionsunstimmigkeiten in den Lamellen – Variationen in der Schlitzgeometrie, der Zahnbreite oder dem Außendurchmesser – führen direkt zu einer magnetischen Asymmetrie im zusammengebauten Kern, was zu harmonischen Verzerrungen im Luftspaltfluss und messbaren Erhöhungen der Drehmomentwelligkeit führt.
Das progressive Stanzen ist die vorherrschende Produktionsmethode für Servomotorlaminierungen und bietet den Durchsatz und die Wiederholgenauigkeit, die für eine gleichbleibende Qualität im großen Maßstab erforderlich sind. Zu den wichtigsten Dimensionsparametern, die während des Stanzens kontrolliert werden, gehören:
- Toleranz der Schlitzgeometrie — Schlitzbreite und -tiefe wirken sich direkt auf den Wicklungsfüllfaktor und die Flusswegreluktanz aus; Typische Toleranzziele für Laminate in Servoqualität liegen bei ±0,02 mm oder weniger
- Grathöhenkontrolle — Übermäßige Grate aus der Stanzscherzone erhöhen die effektive Laminierungsdicke, gefährden die Isolationsintegrität und erzeugen Spannungskonzentrationen, die den Hystereseverlust erhöhen. Die Grathöhe wird typischerweise auf ≤0,05 mm kontrolliert
- Ebenheit und Sturz — unebene Bleche führen zu einer ungleichmäßigen Stapelung, die zu Rotorexzentrizität und Vibrationen bei Betriebsgeschwindigkeit führt; Die Ebenheitsabweichung wird typischerweise innerhalb von 0,1 mm pro 100 mm Laminierungsdurchmesser angegeben
- Konzentrizität des Innen- und Außendurchmessers – entscheidend für die Aufrechterhaltung eines gleichmäßigen Luftspalts um den Rotorumfang, der direkt den räumlichen harmonischen Inhalt der Luftspalt-Flussdichtewellenform bestimmt
Glatte Kanten, die durch kontrolliertes Matrizenspiel und regelmäßige Matrizenwartung erreicht werden, tragen auch zum mechanischen Gleichgewicht bei Hochgeschwindigkeitsrotationen bei und reduzieren die Vibrationserregungskräfte, die andernfalls zu hörbaren Geräuschen und beschleunigtem Lagerverschleiß führen würden.
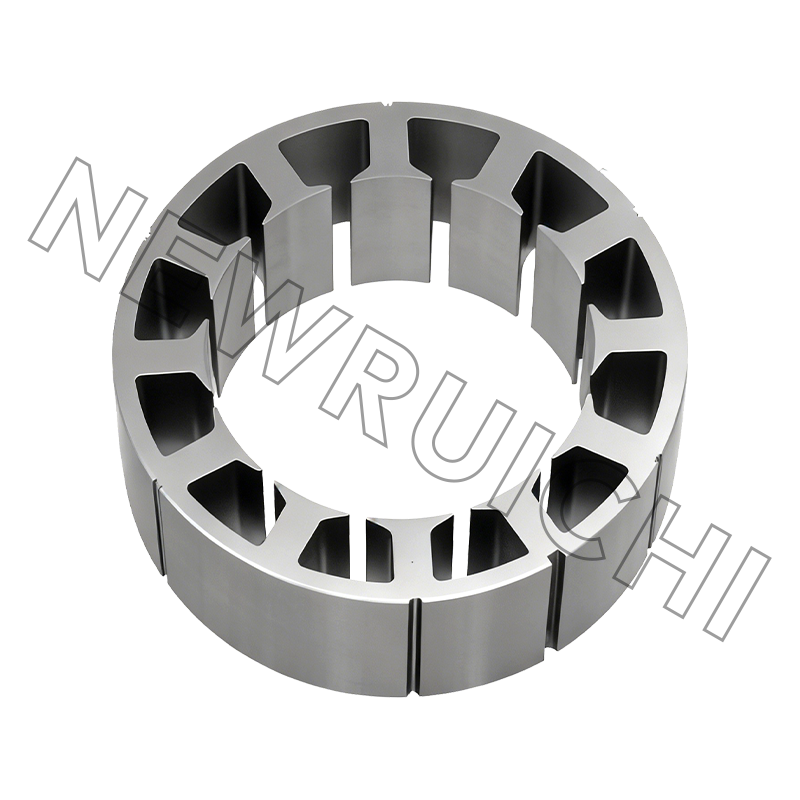
Design des Stator-Rotor-Kerns: Pol-Nut-Anpassung und Optimierung des Magnetkreises
Die Stator-Rotor-Kern Die Konfiguration – die Kombination aus Anzahl der Statorschlitze, Anzahl der Rotorpole und ihrer geometrischen Beziehung – ist die primäre Konstruktionsvariable, die die Größe der Drehmomentwelligkeit, das Rastmoment und die Wicklungsinduktivität in Servomotoren bestimmt. Um diese Kombination richtig zu machen, kommt es nicht nur darauf an, eine hohe Polzahl oder eine große Schlitzzahl auszuwählen; Es erfordert eine systematische Bewertung der harmonischen Wechselwirkungen zwischen der Stator-MMF-Verteilung und dem Rotorflussmuster.
Gängige Pol-Nut-Kombinationen, die in Servomotorkonstruktionen verwendet werden, und ihre Leistungsmerkmale sind nachstehend zusammengefasst:
| Stangen-/Schlitzkombination | Rastmoment | Wicklungsfaktor | Typische Anwendung |
|---|---|---|---|
| 8P / 12S | Niedrig | 0.866 | Allzweck-Servo, Robotik |
| 10P / 12S | Sehr niedrig | 0.933 | Hochpräzise Positionierung, Direktantrieb |
| 6P / 9S | Mittel | 0.866 | Kompaktservo, medizinische Geräte |
| 14P / 12S | Sehr niedrig | 0.933 | Niedrig-speed high-torque, collaborative robots |
Über die Pol-Nut-Auswahl hinaus werden zusätzliche Konstruktionsmerkmale in der Stator-Rotor-Kerngeometrie – einschließlich Statornut-Schrägheit, Rotormagnet-Schrägheit und Zahnspitzenabschrägung – angewendet, um Rastmoment-Oberschwingungen weiter zu dämpfen. Diese geometrischen Verfeinerungen werden in der Laminierungsstanzphase implementiert, sodass ihre genaue Ausführung von der gleichen Maßgenauigkeit abhängt, die im vorherigen Abschnitt besprochen wurde.
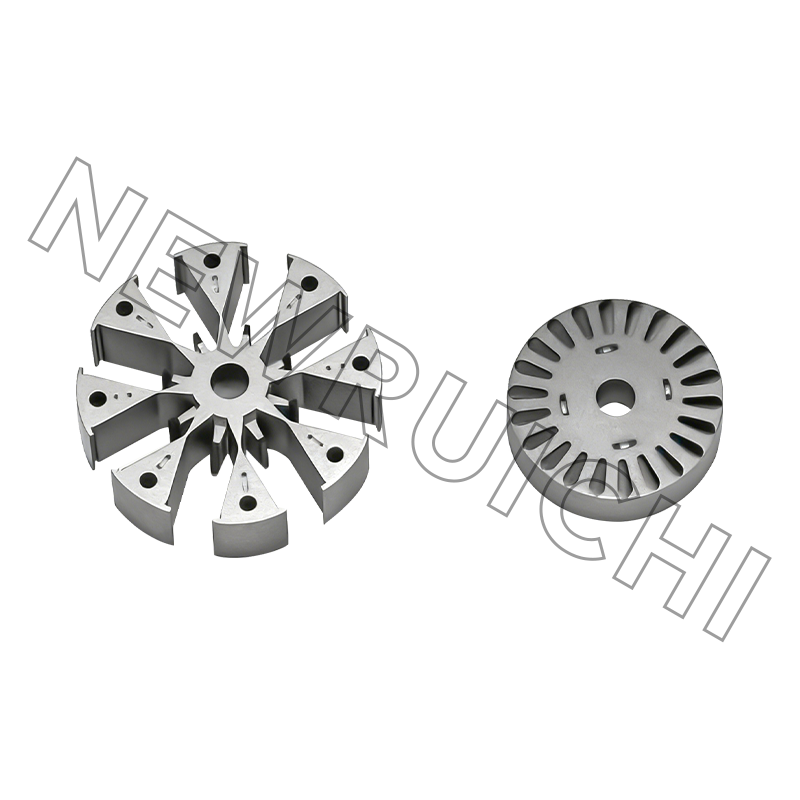
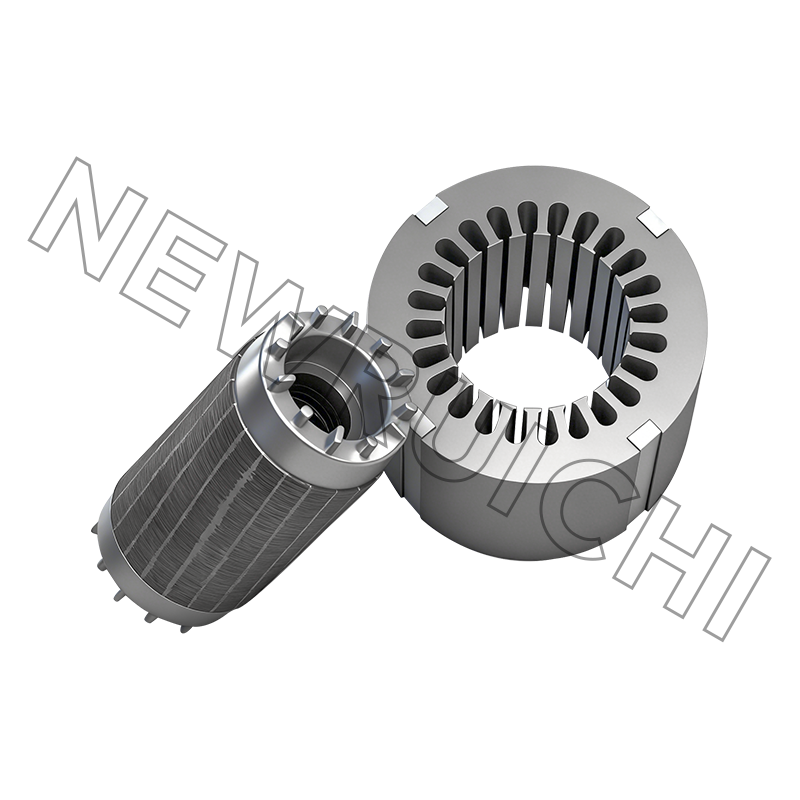
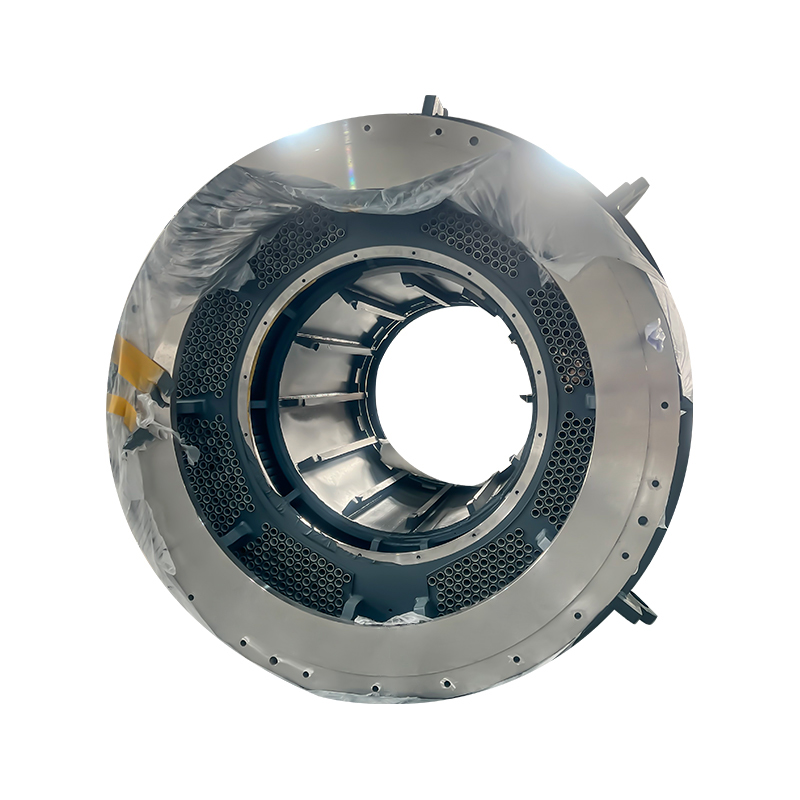
Stapeln, Kleben und Kernmontage: Von der Laminierung zum Funktionskern
Einzelne Stator- und Rotorbleche von Servomotoren erhalten ihren vollen Funktionswert erst, wenn sie zu einem kohärenten gestapelten Kern mit konsistentem Kontakt zwischen den Lamellen und präziser axialer Ausrichtung zusammengefügt werden. Die gewählte Montagemethode beeinflusst die mechanische Integrität, die magnetische Leistung und die Eignung für nachgelagerte Fertigungsprozesse, einschließlich Wicklungseinfügung und Rotorauswuchten.
Die primary stacking and bonding methods used for servo-grade cores are:
- Ineinandergreifend (selbstklemmend) — Gestanzte Vertiefungen oder Laschen verriegeln beim Stapeln benachbarte Lamellen und sorgen so für mechanischen Zusammenhalt ohne Klebstoff oder Befestigungsmittel. Aufgrund der Geschwindigkeit und Kosteneffizienz ist es die gebräuchlichste Methode für die Massenproduktion
- Laserschweißen — axiale Schweißnähte entlang des Außendurchmessers des gestapelten Kerns; Ergibt eine starre Baugruppe mit guter Dimensionsstabilität, obwohl schweißbedingte Spannungen den lokalen Kernverlust in den betroffenen Zonen geringfügig erhöhen können
- Kleben (verklebte Blechpakete) — anaerobe oder Epoxidklebstoffe, die zwischen den Laminierungsoberflächen aufgetragen werden; eliminiert mechanische Belastungen durch Schweißen oder Ineinandergreifen und bewahrt die vollen magnetischen Eigenschaften jeder Lamelle; bevorzugt für äußerst geräuscharme und hochpräzise Servokerne
- Durchsteckmontage — Lamellen auf einem Präzisionsdorn ausgerichtet und mit Durchgangsschrauben festgeklemmt; Wird hauptsächlich für größere Rahmengrößen verwendet, bei denen ein Ineinandergreifen oder Schweißen unpraktisch ist
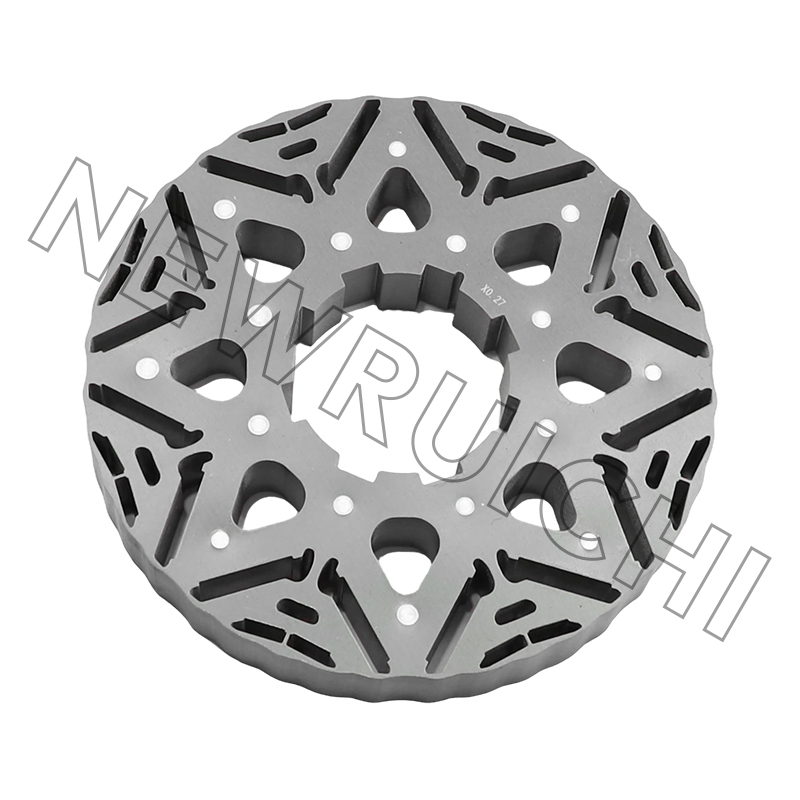
Bei Rotorkernen in Permanentmagnet-Servomotoren ist eine präzise axiale Stapelausrichtung besonders wichtig. Eine Fehlausrichtung zwischen dem Rotorblechpaket und der Magnetmontagegeometrie führt zu asymmetrischen Flusspfaden, die sowohl das Rastmoment als auch die akustischen Geräusche während des Betriebs erhöhen.
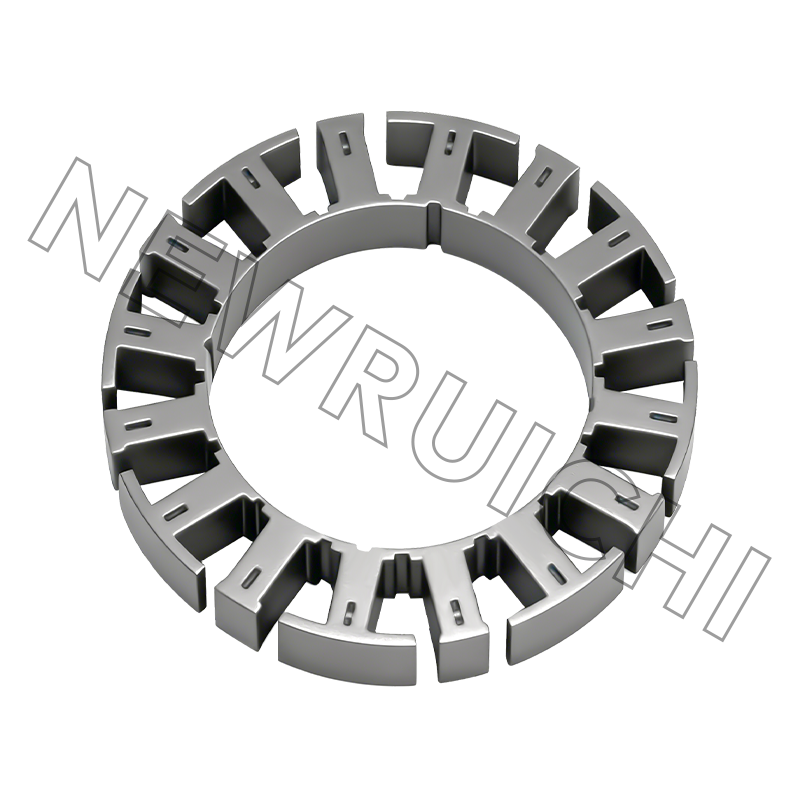
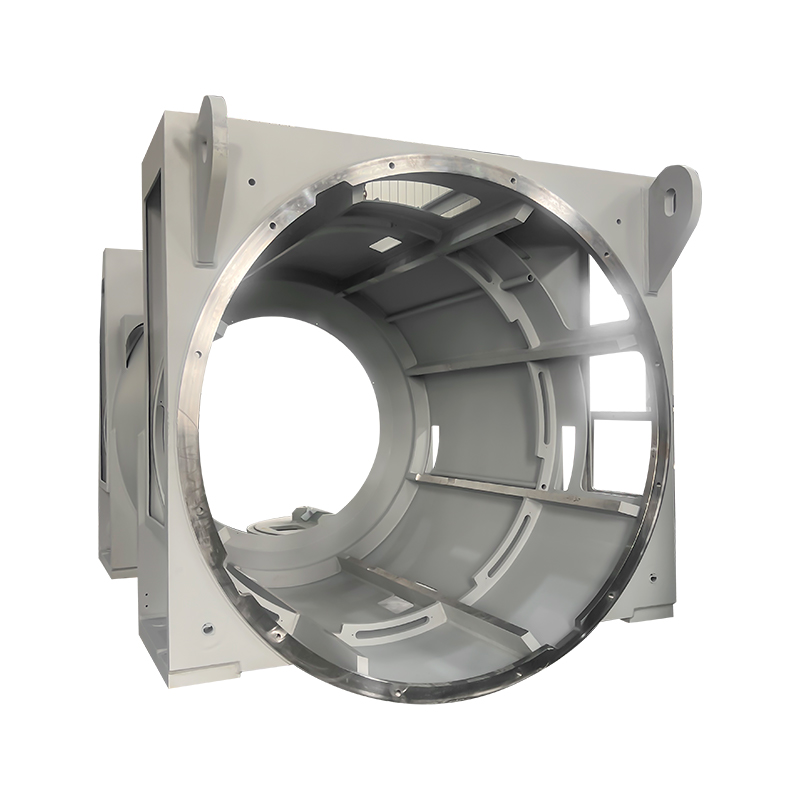
Anpassungsoptionen für die Laminierungsgeometrie des Servomotors
Standard-Lamellengeometrien decken die gängigsten Servomotor-Rahmengrößen und Pol-Schlitz-Konfigurationen ab, aber viele Präzisionsbewegungsanwendungen erfordern maßgeschneiderte Laminierungsdesigns, um spezifische Leistungs-, Verpackungs- oder Integrationsanforderungen zu erfüllen. Die Anpassung der Laminierungsgeometrie ist in den folgenden Dimensionen möglich:
- Außen- und Innendurchmesser – zugeschnitten auf bestimmte Motorrahmenabmessungen oder Einschränkungen bei der Direktantriebsintegration
- Schlitzform und Öffnungsweite – optimiert für bestimmte Wicklungsdrahtstärken, Füllfaktoren und Ziele der Nut-Leckinduktivität
- Zahnspitzengeometrie — Fasenwinkel und Spitzenbreite angepasst, um die Reduzierung des Rastmoments mit der Flussdichte im Zahnspitzenbereich auszugleichen
- Geometrie der Rotormagnettasche — Bei Rotorkonstruktionen mit Innenpermanentmagneten (IPM) bestimmt die Taschenform die Wirksamkeit der Flussbarriere und das Ausprägungsverhältnis, die beide den Beitrag des Reluktanzdrehmoments und die dynamische Steuerbandbreite beeinflussen
- Stapellänge – angepasst, um die Drehmomentdichteziele innerhalb der axialen Packungsbeschränkungen zu erreichen
Prototypenwerkzeuge für kundenspezifische Laminierungsgeometrien können zu relativ geringen Kosten mithilfe von Drahterodieren oder Laserschneiden zur Erstvalidierung hergestellt werden. Sobald die Geometrie bestätigt ist, werden Folgewerkzeugwerkzeuge in Auftrag gegeben. Dieser zweistufige Ansatz ermöglicht es Motorkonstrukteuren, die Laminierungsgeometrie zu iterieren, ohne sich vorzeitig auf umfangreiche Werkzeuginvestitionen einzulassen.
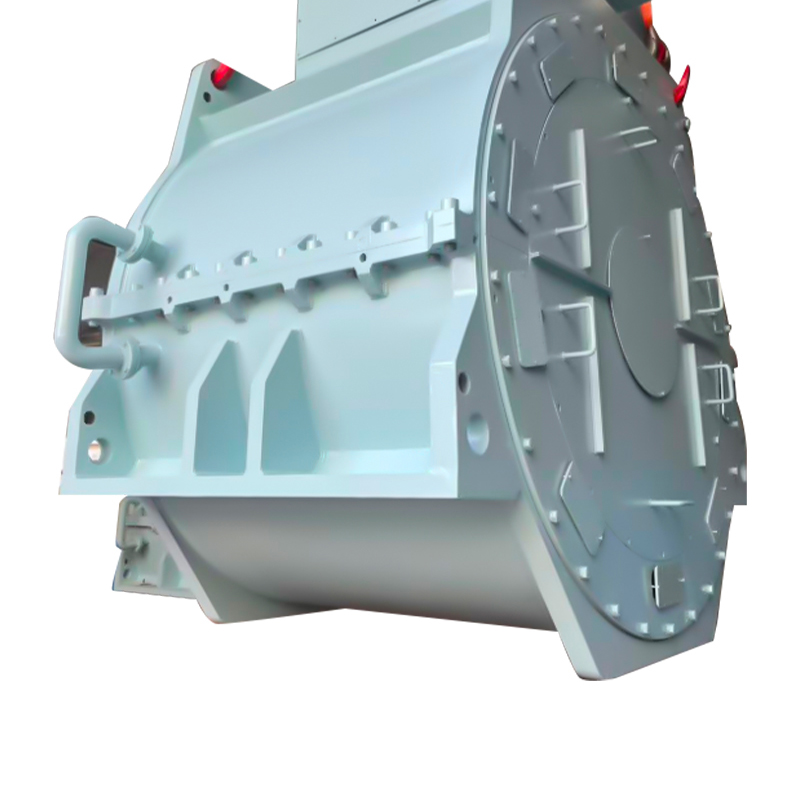
Leistungsergebnisse: Was hochwertige Kerne in der Anwendung leisten
Die cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Reduzierte Drehmomentwelligkeit — Ermöglicht gleichmäßigere Bewegungsprofile in Robotergelenken und linearen Positionierungstischen mit direkten Vorteilen für die Oberflächengüte bei Bearbeitungsanwendungen und die Bahngenauigkeit bei der Pick-and-Place-Automatisierung
- Niedrigere Betriebstemperatur — Reduzierter Kernverlust führt zu einer geringeren Wärmeentwicklung bei Nennlast, was eine längere Lebensdauer der Wicklungsisolierung und höhere Dauerbetriebszyklen ohne Leistungsminderung ermöglicht
- Schnellere dynamische Reaktion — Geringere magnetische Verluste und höhere Permeabilität verbessern die konstante Drehmomentstabilität des Motors über den gesamten Betriebsgeschwindigkeitsbereich und unterstützen engere Stromschleifenbandbreiten im Servoantrieb
- Reduzierte Vibrationen und akustische Geräusche – Die kontrollierte Ebenheit der Laminierung, die glatten Schlitzkanten und die präzise Rotorbalance unterdrücken die mechanischen Erregungskräfte, die hörbare Geräusche erzeugen, eine Anforderung, die in medizinischen, Halbleiter- und kollaborativen Robotikanwendungen zunehmend gefordert wird
- Konsistente Leistung von Charge zu Charge — Enge Maßtoleranzen über Produktionsläufe hinweg stellen sicher, dass die Motorleistungsparameter während der gesamten Lebensdauer eines Produktionsprogramms innerhalb der Spezifikation bleiben, wodurch die Notwendigkeit einer individuellen Motorkalibrierung in der Systemintegrationsphase verringert wird
In Fertigungsumgebungen mit hohen Taktraten, in denen Servomotoren zig Millionen Positionierungsbewegungen pro Jahr ausführen können, verstärken sich diese Leistungsvorteile über die gesamte Betriebslebensdauer des Systems: Reduzierung des Energieverbrauchs, Verlängerung der Wartungsintervalle und Verbesserung der Gesamtbetriebskosten im Vergleich zu Motoren, die auf Stator-Rotor-Kernkomponenten niedrigerer Spezifikation basieren.
Ihre E-Mail-Adresse wird nicht veröffentlicht. Erforderliche Felder sind markiert *





![]() E-Mail: [email protected]
E-Mail: [email protected]
[email protected]
![]() Telefon:
+86-18861576796 +86-18261588866
Telefon:
+86-18861576796 +86-18261588866
+86-15305731515 +86-18861576796
Urheberrecht © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Alle Rechte vorbehalten.
Hersteller von Stator- und Rotorkernen
