 de
de
 English
English русский
русскийWarum Motorenhersteller auf einbaufertige fertige Kerne umsteigen?
Inhalt
- 1 Über einzelne Laminierungen hinaus: Das Argument für fertige Kernbaugruppen
- 2 Was einbaufertige fertige Kerne tatsächlich beinhalten
- 3 Kernmontageprozesse: Stapeln, Nieten, Schweißen und Kleben
- 4 Optionale Add-Ons: Wellenmontage und Isolierungsbehandlung
- 5 Wie fertige Kernbaugruppen die Produkteinführungszeit verkürzen
- 6 Vergleich von Liefermodellen: Lose Laminierungen vs. fertige Baugruppen
- 7 Auswahl des richtigen Partners für die fertige Kernmontage
Über einzelne Laminierungen hinaus: Das Argument für fertige Kernbaugruppen
Jahrzehntelang beschafften Motorenhersteller einzelne Bleche und verwalteten alle nachgelagerten Stapel-, Ausrichtungs- und Befestigungsvorgänge im eigenen Haus. Während dieser Ansatz maximale Flexibilität bot, führte er auch zu einer erheblichen Komplexität: Koordinierung mehrerer Teilprozesse, Wartung der Werkzeuge für jede Montagephase, Schulung der Bediener für verschiedene Techniken und Qualitätsmanagement bei jedem Schritt, bevor ein einziger verwendbarer Kern entstand. Da sich die Produktentwicklungszyklen verkürzen und die Lieferketten eine stärkere Spezialisierung erfordern, hat sich ein effizienteres Modell durchgesetzt – eines, das auf einbaufertigen fertigen Kernen und fertigen Motorkernbaugruppen basiert, die vollständig verarbeitet und sofort verwendbar am Produktionsband ankommen.
Dieser Wandel ist nicht nur eine Frage der Bequemlichkeit. Es stellt eine grundlegende Änderung in der Art und Weise dar, wie Automobilhersteller technische Ressourcen zuweisen, Risiken verwalten und die Markteinführungszeit verkürzen. Wenn der Kern – das magnetisch und mechanisch kritischste Element eines jeden Elektromotors oder Generators – als stabile, optimierte Struktur und nicht als Stapel loser Bleche geliefert wird, wird jede nachfolgende Phase der Motormontage schneller, wiederholbarer und einfacher in der Qualitätskontrolle. Zu verstehen, was in die Herstellung dieser Baugruppen einfließt und wie man den richtigen Partner dafür auswählt, ist heute eine strategische Priorität für Entwicklungs- und Beschaffungsteams in der gesamten Automobilindustrie.
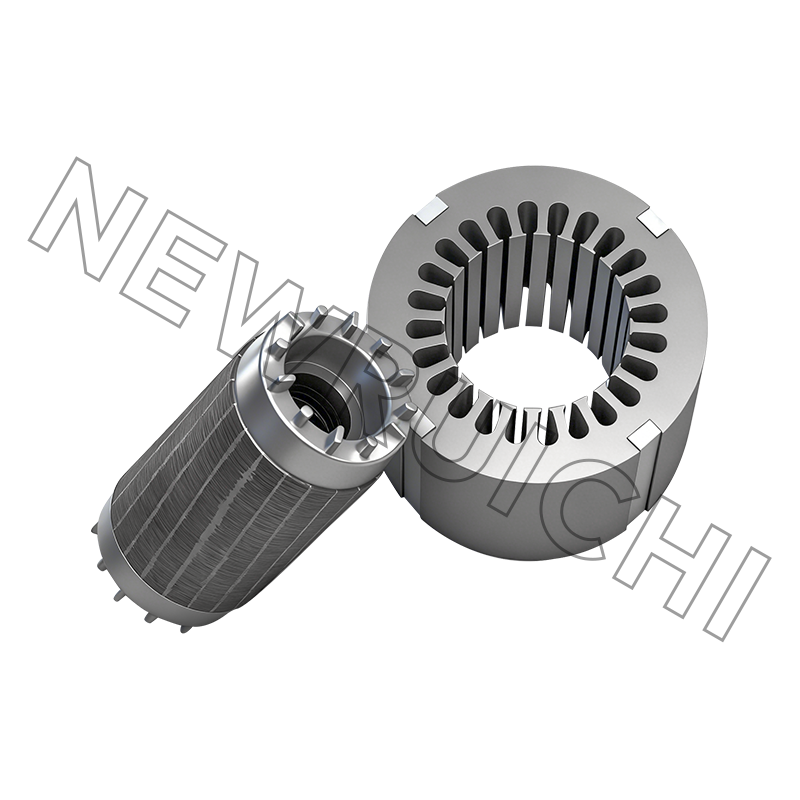
Was einbaufertige fertige Kerne tatsächlich beinhalten
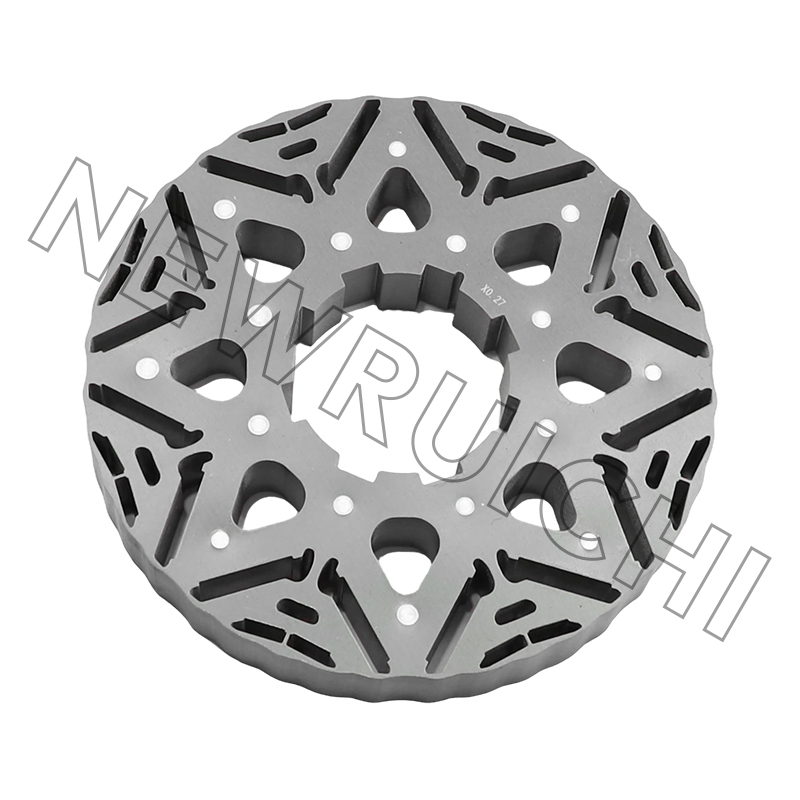
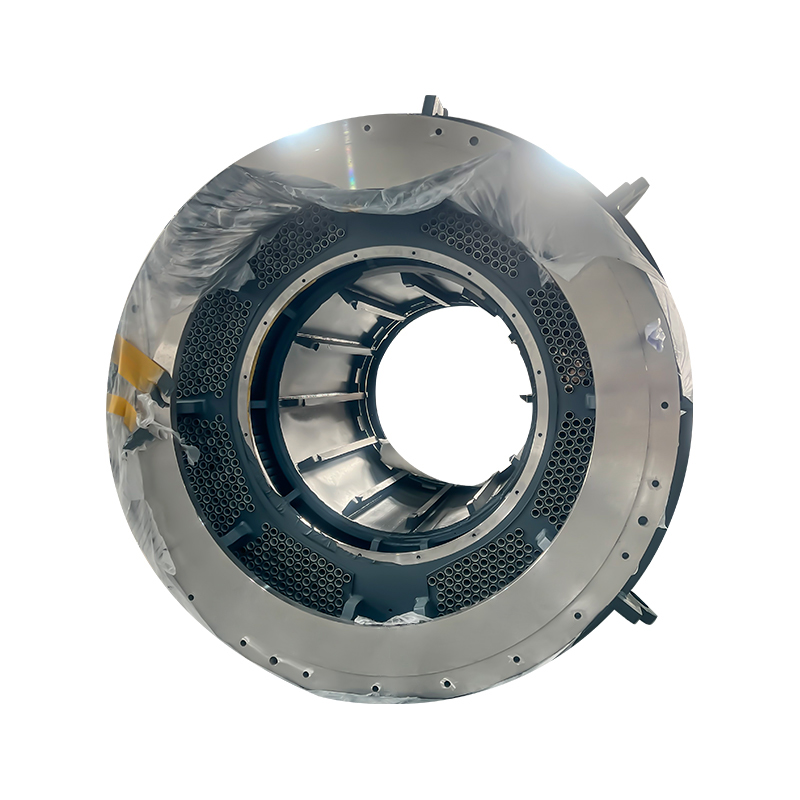
Der Begriff einbaufertige fertige Kerne umfasst ein breites Spektrum an Leistungen, die alle durch das Prinzip vereint sind, dass der Kern in einem Zustand beim Kunden ankommt, der vor Beginn der Montage keiner weiteren strukturellen Bearbeitung bedarf. Auf der Basisebene bedeutet dies ein präzise gestapeltes und befestigtes Blechpaket – in der Praxis variiert der Umfang dessen, was „fertig“ ist, je nach Motortyp, Anwendung und Kundenanforderungen jedoch erheblich.
Ein vollständig realisierter fertiger Kern umfasst typischerweise mehrere Prozessschritte, die ansonsten dem Motorhersteller obliegen würden. Durch das Stapeln werden einzelne Lamellen in präziser Rotations- und Axialausrichtung ausgerichtet, um die gewünschte Stapelhöhe und magnetische Symmetrie zu erreichen. Das Nieten verriegelt das Blechpaket mechanisch mit hoher Klemmkraft und sorgt so für Dimensionsstabilität bei Vibrationen und Temperaturschwankungen beim Motorbetrieb. Das Schweißen entlang des Außenumfangs oder an bestimmten Schweißpunkten sorgt für zusätzliche strukturelle Integrität bei Anwendungen mit hoher Beanspruchung. Das Kleben – der Einsatz spezieller Klebstoffe zwischen den Laminierungsschichten – wird zunehmend für geräuschempfindliche Anwendungen eingesetzt, da es die Mikrovibrationen zwischen den Lamellen eliminiert, die zu hörbaren Motorgeräuschen und Eisenverlusten beitragen. Die Kombination dieser Techniken, ausgewählt und sequenziert entsprechend den spezifischen Designanforderungen, verwandelt einen losen Stapel Elektrostahl in eine stabile, optimierte Magnetkernstruktur.
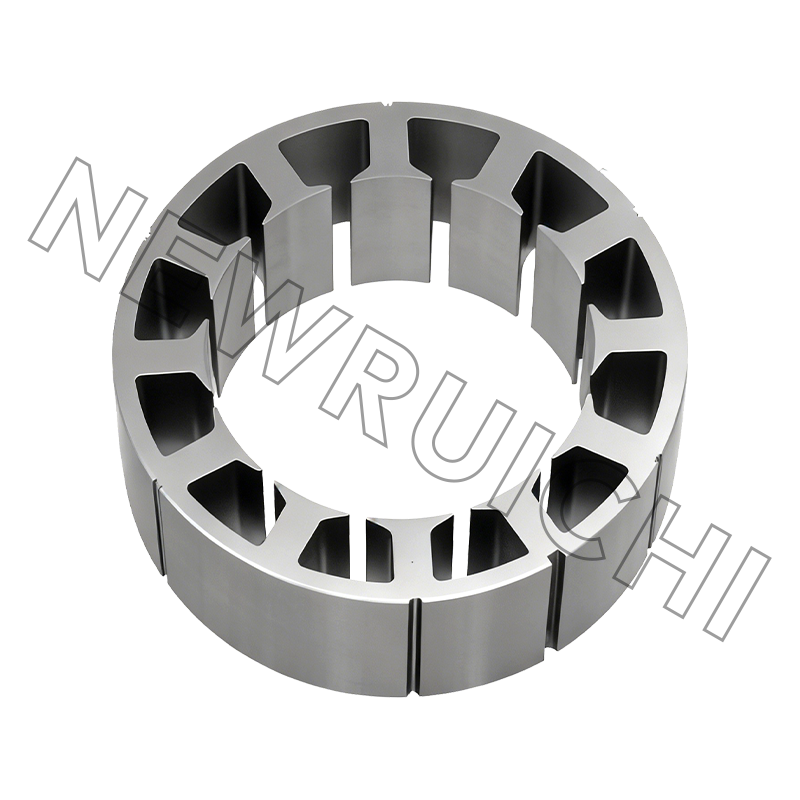
Kernmontageprozesse: Stapeln, Nieten, Schweißen und Kleben
Jeder der vier primären Montageprozesse trägt zu einem bestimmten und nicht austauschbaren Satz von Eigenschaften zum fertigen Kern bei. Um die richtige Kombination auszuwählen – oder zu verstehen, warum ein Lieferant einen bestimmten Ansatz gewählt hat – ist Klarheit darüber erforderlich, was jeder Prozess bewirkt und welche Kompromisse er mit sich bringt.
Stapel- und Ausrichtungskontrolle
Die präzise Stapelung ist die Grundlage jedes Kernmontageprozesses. Die Lamellen müssen innerhalb enger Winkel- und Axialtoleranzen ausgerichtet werden, um sicherzustellen, dass Schlitzgeometrien, Zahnprofile und Jochabmessungen über die gesamte Stapelhöhe hinweg konsistent sind. Selbst geringfügige Fehlausrichtungen akkumulieren sich über Hunderte von Laminierungen hinweg und führen zu abgestuften Oberflächen, die das Einsetzen der Wicklungen erschweren und die Gleichmäßigkeit des Magnetflusses beeinträchtigen. Automatisierte Stapelsysteme mit bildgesteuerter Ausrichtung und prozessbegleitender Höhenmessung werden bei der Massenproduktion fertiger Motorkernbaugruppen eingesetzt, um Toleranzen einzuhalten, die durch manuelles Stapeln nicht zuverlässig erreicht werden können.
Nieten für mechanische Integrität
Beim Nieten werden Stahl- oder Aluminiumnieten durch vorgestanzte Löcher im Blechpaket geführt und die Nietenden unter kontrollierter Kraft verformt, wodurch eine festgeklemmte Baugruppe entsteht, die einer axialen Trennung und einer relativen Lamellenbewegung widersteht. Dieses Verfahren ist schnell, kostengünstig und breit anwendbar bei allen Stator- und Rotorkerngeometrien. Das Nietmuster, das Material und die Klemmkraft sind so konzipiert, dass die Stapelintegrität erhalten bleibt, ohne dass Kurzschlusspfade zwischen den Lamellen entstehen – ein wichtiger Aspekt der elektromagnetischen Leistung, der bei jedem Design gegen die mechanischen Anforderungen abgewogen werden muss.
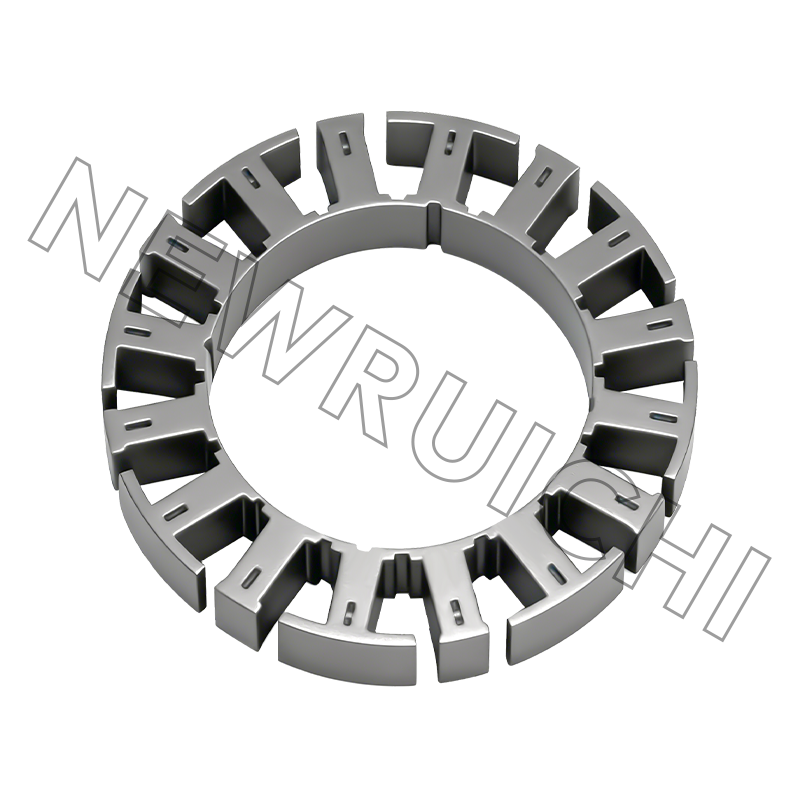
Schweißen für hochbeanspruchte Anwendungen
Laserschweißen und WIG-Schweißen entlang des Außendurchmessers von Statorkernen oder entlang axialer Schweißlinien an Rotorkernen sorgen für eine höhere Verbindungsfestigkeit als reines Nieten und machen Schweißbaugruppen daher zur bevorzugten Wahl für Hochgeschwindigkeitsmotoren, Traktionsanwendungen und Umgebungen, die starken Vibrationen ausgesetzt sind. Die Eindringtiefe der Schweißnaht, die Schweißnahtgeometrie und die Wärmezufuhr werden streng kontrolliert, um thermische Verformungen zu minimieren und die Bildung von interlaminaren leitfähigen Brücken zu verhindern, die die Wirbelstromverluste erhöhen würden.
Kleben zur Geräusch- und Effizienzoptimierung
Durch die Klebeverbindung zwischen Lamellen – unter Verwendung von thermisch oder UV-gehärteten Strukturklebstoffen – werden die mechanischen Kontaktschnittstellen eliminiert, die bei herkömmlichen genieteten oder geschweißten Kernen die Hauptquelle für durch Vibrationen verursachte Geräusche darstellen. Verbundene Kerne verteilen die Klemmspannung außerdem gleichmäßig über die Laminierungsoberfläche, anstatt sie an Niet- oder Schweißpunkten zu konzentrieren, wodurch lokale, durch Spannung verursachte Erhöhungen der magnetischen Koerzitivfeldstärke reduziert werden. Bei Premium-Fahrmotoren für Elektrofahrzeuge, HVAC-Kompressormotoren und Präzisionsservoantrieben sorgen verklebte, einbaufertige Fertigkerne für messbare Verbesserungen sowohl der akustischen Leistung als auch der gesamten Motoreffizienz.
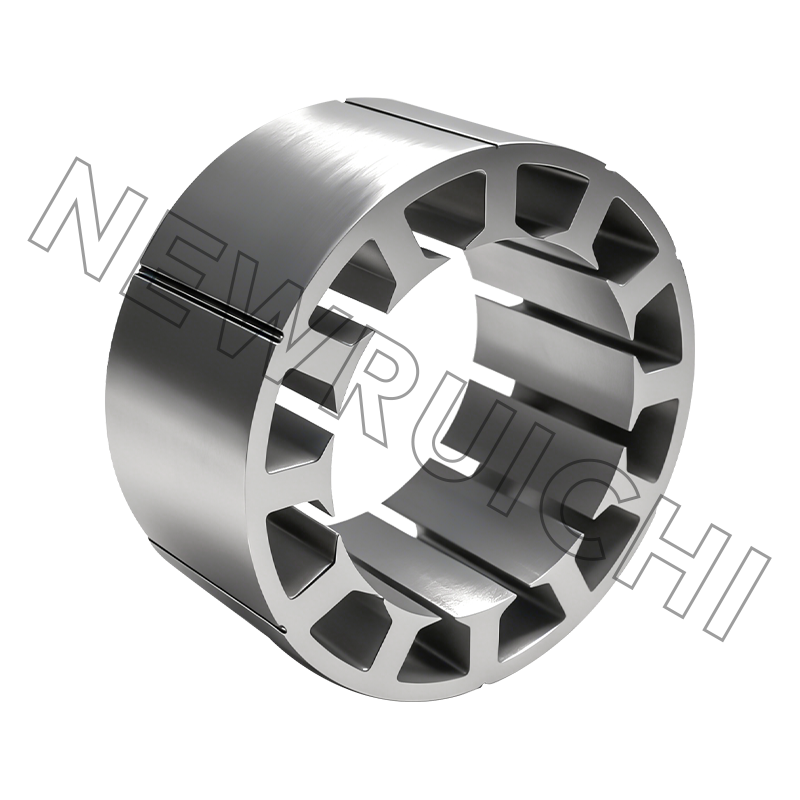
Optionale Add-Ons: Wellenmontage und Isolierungsbehandlung
Über die Kernbefestigungsprozesse hinaus bieten Anbieter von Fertige Motorkernbaugruppen bieten zunehmend integrierte Zusatzleistungen an, die den internen Montageaufwand des Kunden weiter reduzieren. Zwei der wirkungsvollsten Optionen sind die Wellenmontage und die Isolationsbehandlung – beides, wenn es auf der Ebene des Kernlieferanten durchgeführt wird, eliminiert ganze Prozessschritte aus der Produktionslinie des Motorenherstellers.
- Wellenmontage: Das Aufpressen oder Aufschrumpfen des Rotorkerns auf die Motorwelle erfordert eine präzise Presspassungskontrolle, spezielle Pressausrüstung und ein sorgfältiges Wärmemanagement, um Laminierungsschäden zu vermeiden. Wenn der Kernlieferant diesen Vorgang durchführt, erhält der Kunde eine ausgewuchtete Rotor-Unterbaugruppe, die für den Lagereinbau bereit ist. Dadurch entfällt ein technisch anspruchsvoller Prozess von einer Montagelinie, die möglicherweise nicht über die Spezialwerkzeuge verfügt, um ihn zuverlässig in großem Maßstab durchzuführen.
- Isolationsbehandlung: Die Schlitzisolierung – ob als vorgeformtes Isolierpapier, Pulverbeschichtung oder flüssige Epoxidimprägnierung – schützt die Wicklungsleiter vor elektrischem Kontakt mit dem Kernstahl und sorgt für die dielektrische Barriere, die für eine langfristige Motorzuverlässigkeit erforderlich ist. Durch den Empfang von Kernen mit bereits aufgebrachter Nutisolierung können Wickler sofort mit dem Einsetzen der Spule beginnen, ohne einen Zwischenschritt zur Vorbereitung der Isolierung, der andernfalls separate Geräte und Qualitätsprüfungen erfordern würde.
- Oberflächenbehandlung und Beschichtung: Vor der Auslieferung können Korrosionsschutzbeschichtungen, Lackierungen oder Eloxierungen auf die Kernbaugruppe aufgebracht werden, wodurch Handhabungs- und Abdeckarbeiten in der Motormontageanlage entfallen und eine gleichmäßige kosmetische und schützende Oberfläche jeder Einheit gewährleistet wird.
- Dimensions- und Magnetprüfung: Inspektionsberichte vor dem Versand – einschließlich Stapelhöhe, Bohrungsdurchmesser, Konzentrizität und gemessener Kernverlustdaten – liefern Motorenherstellern die eingehende Qualitätsdokumentation, die sie benötigen, um Baugruppen ohne redundante Eingangsinspektionsschritte direkt in die Produktion zu übernehmen.
Wie fertige Kernbaugruppen die Produkteinführungszeit verkürzen
Eines der überzeugendsten Argumente für die Beschaffung einbaufertiger Kerne und fertiger Motorkernbaugruppen ist die direkte Auswirkung auf die Geschwindigkeit der Neuproduktentwicklung. Wenn Motorenhersteller intern für alle wichtigen Verarbeitungsschritte verantwortlich sind, erfordert jedes neue Produktdesign die Qualifizierung von Stapelvorrichtungen, Nietwerkzeugen, Schweißparametern und Isolierungsanwendungsprozessen – ein Validierungsaufwand, der den Entwicklungszeitplan um Wochen oder Monate verlängern kann, bevor ein einzelner Prototyp für die Produktion zusammengebaut wird.
Durch die Auslagerung dieser Komplexität an einen erfahrenen Kernbaugruppenlieferanten werden diese Qualifizierungslasten auf eine Einrichtung mit etablierten Prozessen, validierter Ausrüstung und engagierten Ingenieurteams übertragen. Der Motorenhersteller erhält fertige Baugruppen, die bereits die dimensionale und magnetische Charakterisierung bestanden haben, was einen sofortigen Übergang zur Wicklung, Imprägnierung und Prüfung auf Systemebene ermöglicht. Iterative Designänderungen – Anpassungen der Schlitzgeometrie, Variationen der Stapelhöhe oder Upgrades der Materialqualität – können schnell umgesetzt werden, ohne dass der Motorhersteller die internen Werkzeuge neu qualifizieren muss. Diese Agilität ist besonders wertvoll in wettbewerbsintensiven Märkten, in denen die Fähigkeit, ein neues Motordesign innerhalb kürzester Zeit vom Prototyp zur Produktion zu bringen, einen direkten kommerziellen Vorteil darstellt.
Vergleich von Liefermodellen: Lose Laminierungen vs. fertige Baugruppen
Die Entscheidung zwischen der Beschaffung loser Lamellen und der Beschaffung fertiger Motorkernbaugruppen ist letztendlich eine strategische Entscheidung, bei der interne Kapazitäten, Produktionsvolumen, Qualitätskontrollanforderungen und Lieferkettenrisiken abgewogen werden. Die folgende Tabelle fasst die wichtigsten Unterschiede zwischen den beiden Versorgungsmodellen in den für Motorenhersteller wichtigsten Dimensionen zusammen:
| Dimension | Lose Laminierungen | Fertige Motorkernbaugruppen |
| Interne Werkzeuge erforderlich | Hoch – Stapel-, Niet- und Schweißvorrichtungen sind erforderlich | Niedrig – vom Lieferanten verwaltete Werkzeuge |
| Komplexität des Fließbandes | Hoch – vor dem Wickeln sind mehrere Prozessschritte erforderlich | Niedrig – Kern wird sofort einsatzbereit geliefert |
| Qualitätskontrollpunkte | Viele – jeder interne Prozessschritt muss überprüft werden | Weniger – vom Lieferanten vor dem Versand überprüft |
| Geschwindigkeit der Einführung neuer Produkte | Langsamer – interne Prozessqualifizierung erforderlich | Schneller – Lieferant übernimmt die Qualifizierung |
| Eignung für geringe bis mittlere Volumina | Weniger effizient – hohe Fixkosten pro Einheit | Gut geeignet – keine Investition in feste Werkzeuge erforderlich |
| Designflexibilität | Hoch – vollständige interne Kontrolle über die Prozessparameter | Hoch – Änderungen werden gemeinsam mit dem Lieferanten umgesetzt |
Auswahl des richtigen Partners für die fertige Kernmontage
Die Qualität einer fertigen Motorkernbaugruppe ist untrennbar mit den Fähigkeiten und der Prozessdisziplin des Herstellers verbunden. Bei der Bewertung eines potenziellen Partners muss über den Preis und die Lieferzeit hinaus geschaut werden, um die Tiefe seiner technischen Leistungsfähigkeit über die gesamte Montageprozesskette hinweg zu beurteilen. Zu den wichtigsten Kriterien gehören die Bandbreite der verfügbaren Befestigungstechnologien – ein Anbieter, der nur Nieten anbietet, kann keine Anwendungen bedienen, bei denen Kleben oder Schweißen technisch erforderlich ist – sowie die Präzision und Wiederholbarkeit seiner Stapel- und Ausrichtungssysteme, sein Ansatz zur prozessbegleitenden Qualitätsüberwachung und seine Fähigkeit, bei jeder Lieferung dokumentierte Maß- und magnetische Leistungsdaten bereitzustellen.
Ebenso wichtig ist die technische Unterstützungsfähigkeit des Lieferanten. Die besten Lieferanten von einbaufertigen fertigen Kernen fungieren als kollaborative Designpartner und liefern während der Motorentwicklungsphase Input zur Laminierungsgeometrie, Stapelhöhenoptimierung, Prozessauswahl und Materialauswahl – und nicht nur die Ausführung einer festen Zeichnung, nachdem das Design eingefroren ist. Diese frühzeitige Einbindung ermöglicht Designs, die sowohl für die Motorleistung als auch für die Fertigungseffizienz optimiert sind, wodurch die mit Designiterationen verbundenen Kosten und Zeit reduziert werden, die bei einer früheren Einbindung des Lieferanten hätten erwartet werden können. Für Automobilhersteller, die die Produkteinführungszeiten verkürzen und die Konsistenz ihrer fertigen Baugruppen verbessern möchten, ist die Wahl eines Lieferanten mit dieser umfassenden Kompetenz eine der Entscheidungen mit der höchsten Hebelwirkung im Beschaffungsprozess.

Ihre E-Mail-Adresse wird nicht veröffentlicht. Erforderliche Felder sind markiert *





![]() E-Mail: [email protected]
E-Mail: [email protected]
[email protected]
![]() Telefon:
+86-18861576796 +86-18261588866
Telefon:
+86-18861576796 +86-18261588866
+86-15305731515 +86-18861576796
Urheberrecht © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Alle Rechte vorbehalten.
Hersteller von Stator- und Rotorkernen
