 de
de
 English
English русский
русский
Heim / Nachricht / Branchennachrichten / Erklärung des Motorstatorkerns und der Lamellen des Elektromotors
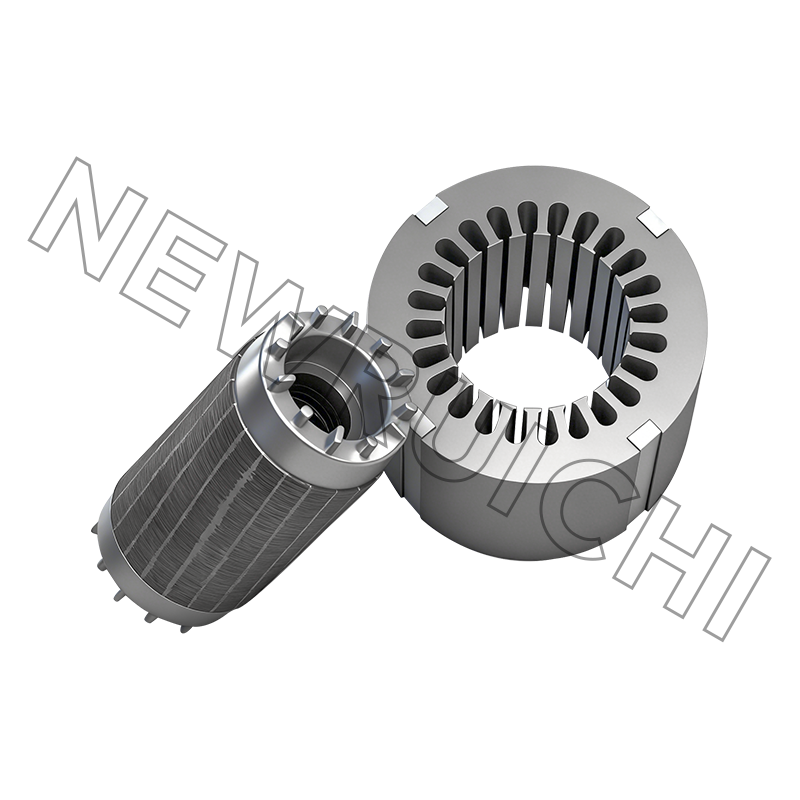
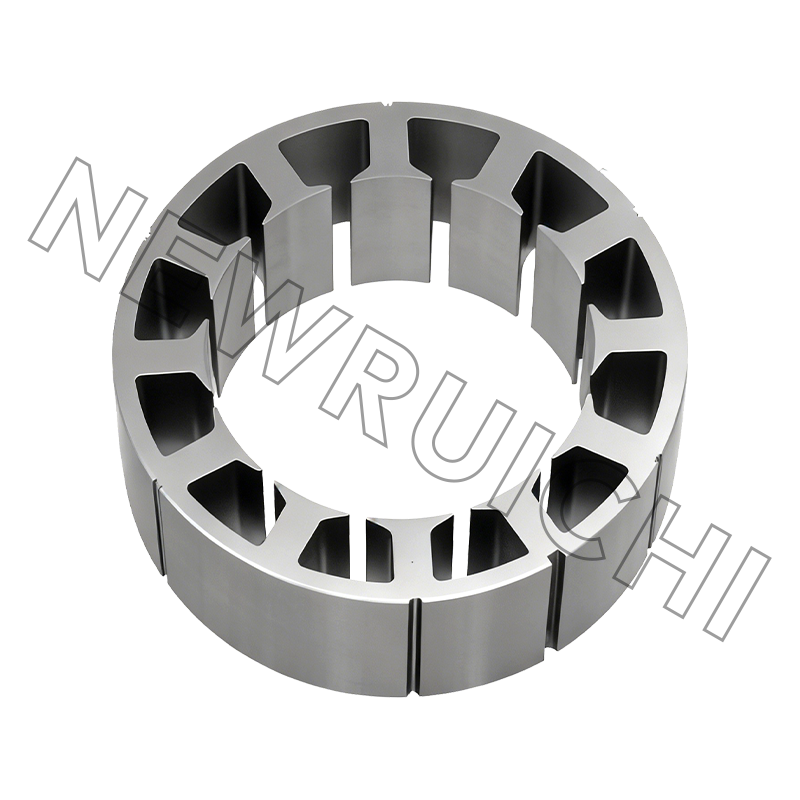
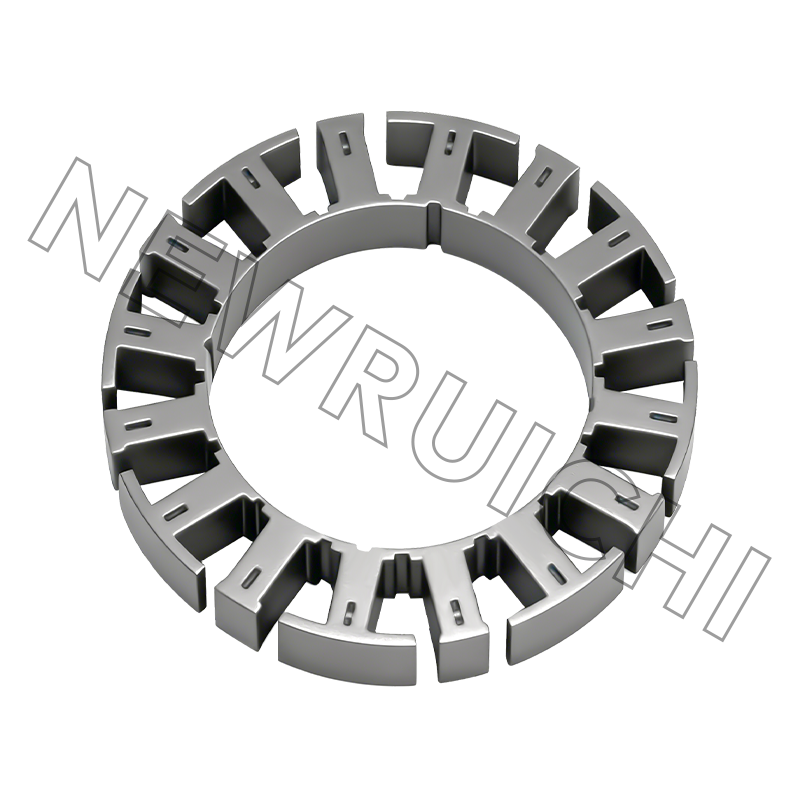
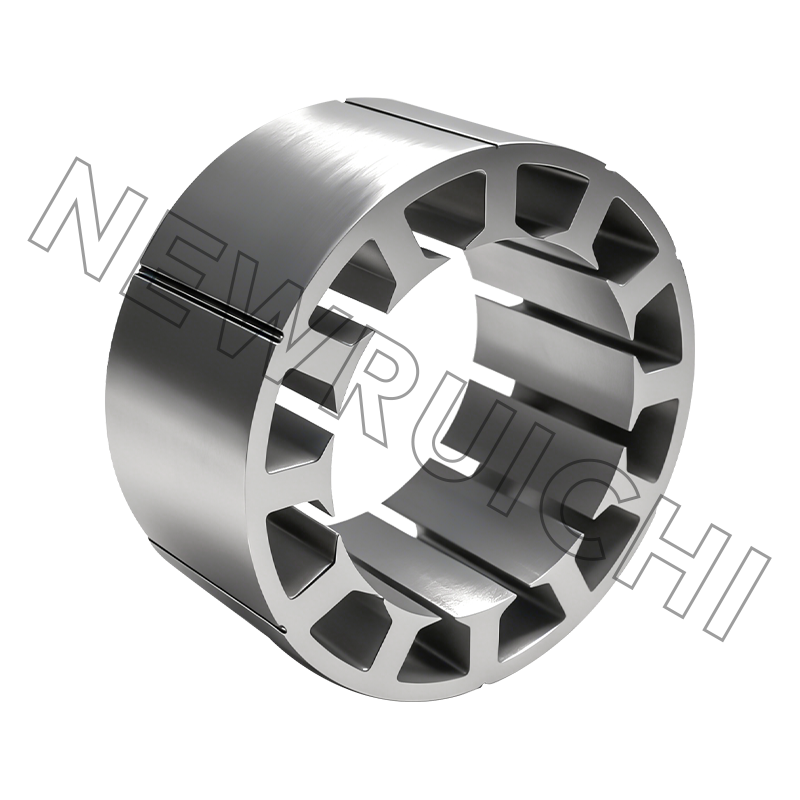
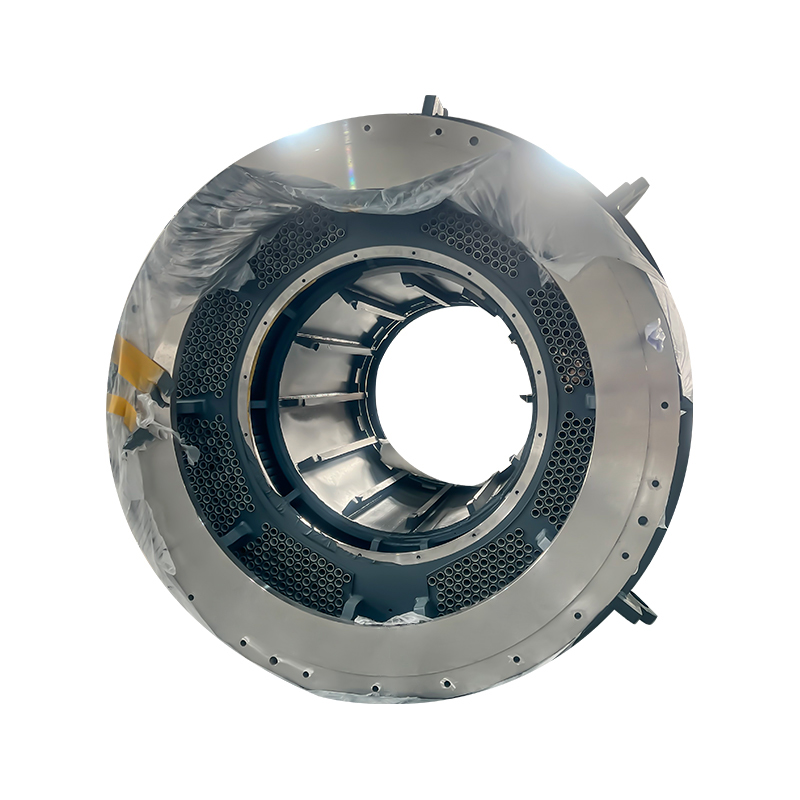
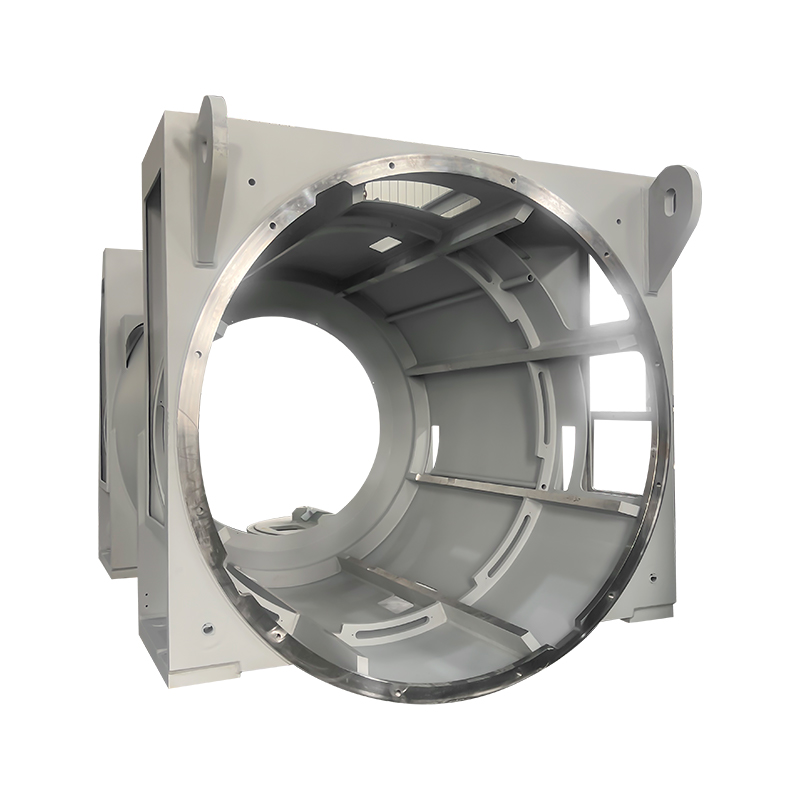
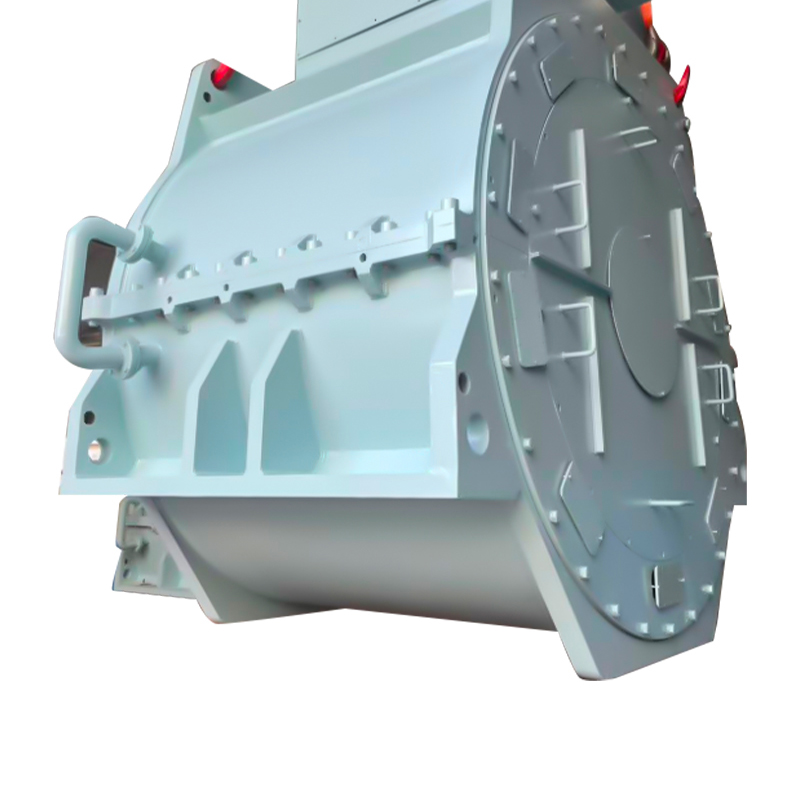
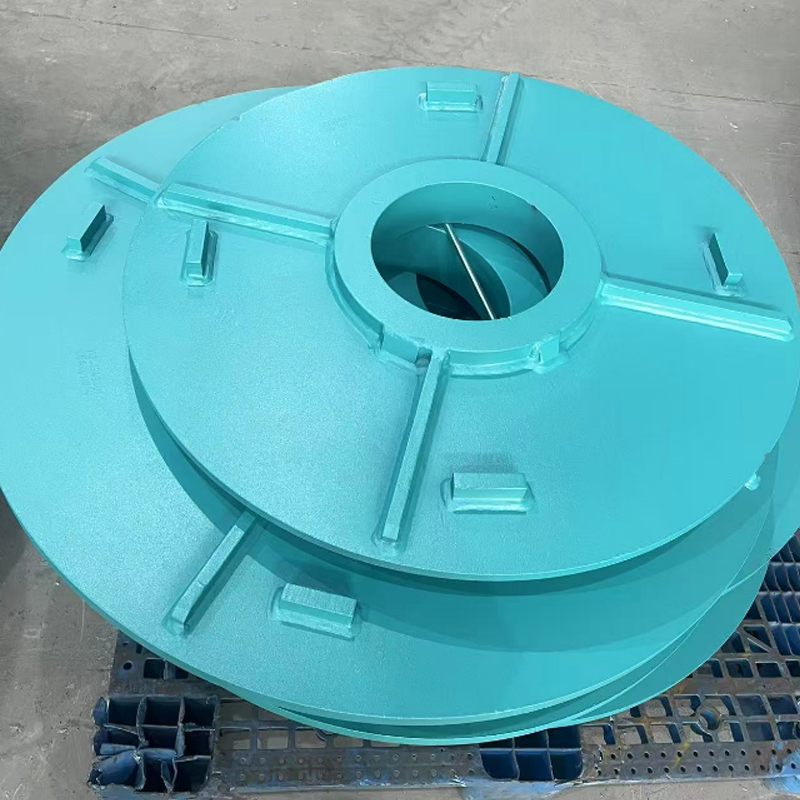
Erklärung des Motorstatorkerns und der Lamellen des Elektromotors
Neue Ruichi-Produkte




Cailiang-Produkte

![]() E-Mail: [email protected]
E-Mail: [email protected]
[email protected]
![]() Telefon:
+86-18861576796 +86-18261588866
Telefon:
+86-18861576796 +86-18261588866
+86-15305731515 +86-18861576796
Urheberrecht © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Alle Rechte vorbehalten.
Hersteller von Stator- und Rotorkernen
