 de
de
 English
English русский
русскийLeitfaden für Siliziumstahlspulen und Wärmeausdehnung
Inhalt
- 1 Warum die Wärmeausdehnung eine kritische Variable bei Siliziumstahlanwendungen ist
- 2 Wie der Siliziumgehalt den Wärmeausdehnungskoeffizienten von Stahl verändert
- 3 Praktische Folgen der Wärmeausdehnung beim Zusammenbau von Blechpaketen
- 4 Wie sich die Präzision des Schlitzens und Querschneidens auf die thermische Leistung von Siliziumstahlspulen auswirkt
- 5 Spezifizierung von Siliziumstahlspulen für thermisch anspruchsvolle Anwendungen
Warum die Wärmeausdehnung eine kritische Variable bei Siliziumstahlanwendungen ist
Wenn Ingenieure Materialien für Elektromotorkerne, Transformatorbleche und Generatorstatoren auswählen, dominieren elektromagnetische Eigenschaften wie Kernverlust und magnetische Permeabilität das Gespräch. Doch eine mechanische Eigenschaft entscheidet immer darüber, ob ein gut konzipierter Magnetkreis über seine gesamte Lebensdauer zuverlässig funktioniert: die Wärmeausdehnungskoeffizient von Stahl . Für Spulen aus Siliziumstahl Bei der Verarbeitung zu Laminierungsstapeln ist das Verständnis der Wärmeausdehnung nicht zweitrangig – sie ist von grundlegender Bedeutung für Dimensionsstabilität, Montagepassung und langfristige elektromagnetische Konsistenz.
Der Wärmeausdehnungskoeffizient (CTE) beschreibt, wie stark sich ein Material pro Längeneinheit bei jedem Grad Temperaturänderung ausdehnt oder zusammenzieht, ausgedrückt in der Einheit μm/(m·°C) oder 10⁻⁶/°C. Für Standard-Kohlenstoffstahl beträgt der CTE ungefähr 11–12 × 10⁻⁶/°C . Siliziumstahl – mit 1,5–4,5 % Silizium legiertes Eisen – weist einen etwas niedrigeren WAK auf, typischerweise im Bereich von 10–11,5 × 10⁻⁶/°C , abhängig vom Siliziumgehalt und der Kornorientierung. Diese Reduzierung ist in absoluten Zahlen zwar bescheiden, hat aber messbare Konsequenzen, wenn Blechpakete in weiten Temperaturbereichen betrieben werden, wie es bei Fahrmotoren für Elektrofahrzeuge oder großen Leistungstransformatoren mit Lastwechseln der Fall ist.
Wie der Siliziumgehalt den Wärmeausdehnungskoeffizienten von Stahl verändert
Siliziumzusätze zu Eisen erfüllen einen doppelten Zweck: Sie erhöhen den spezifischen elektrischen Widerstand (reduzieren Wirbelstromverluste) und verändern die Kristallgitterstruktur auf eine Weise, die sich sowohl auf die magnetische Anisotropie als auch auf das thermische Verhalten auswirkt. Wenn der Siliziumgehalt von 1 % auf 4,5 % steigt, nimmt der WAK der Legierung zunehmend ab. Dies liegt daran, dass Siliziumatome, die kleiner als Eisenatome sind, das kubisch-raumzentrierte Gitter (BCC) verzerren und interatomare Bindungen versteifen, wodurch die Amplitude der thermisch induzierten Atomschwingung verringert wird.
CTE-Variation zwischen Siliziumstahlsorten
| Material | Si-Gehalt (%) | CTE (×10⁻⁶/°C) | Typische Verwendung |
|---|---|---|---|
| Kohlenstoffarmer Stahl | 0 | 11,7–12,0 | Allgemeine Struktur |
| Nichtorientierter Siliziumstahl (minderwertige Qualität) | 1,5–2,5 | 11.0–11.5 | Kleinmotoren, Vorschaltgeräte |
| Nichtorientierter Siliziumstahl (hochwertig) | 2,5–3,5 | 10,5–11,0 | EV-Fahrmotoren, Generatoren |
| Kornorientierter Siliziumstahl (GO) | 3,0–3,5 | 10,0–10,8 | Leistungs- und Verteilungstransformatoren |
| Hochpermeables GO (HiB) | 3,0–3,5 | 10,0–10,5 | Große Leistungstransformatoren |
Auch bei kornorientierten Sorten spielt die Messrichtung eine Rolle. Da die Goss-Textur die Körner überwiegend in Walzrichtung ausrichtet, unterscheiden sich der WAK in Walzrichtung und in Querrichtung geringfügig – typischerweise um 0,3–0,5 × 10⁻⁶/°C. Diese Anisotropie muss bei der Konstruktion von Transformatorkernen berücksichtigt werden, die aus in unterschiedlichen Winkeln geschnittenen Streifen zusammengesetzt sind, da eine unterschiedliche Ausdehnung unter Lastwechsel zu interlaminaren Spannungen führen und die Ermüdung der Isolationsbeschichtung beschleunigen kann.
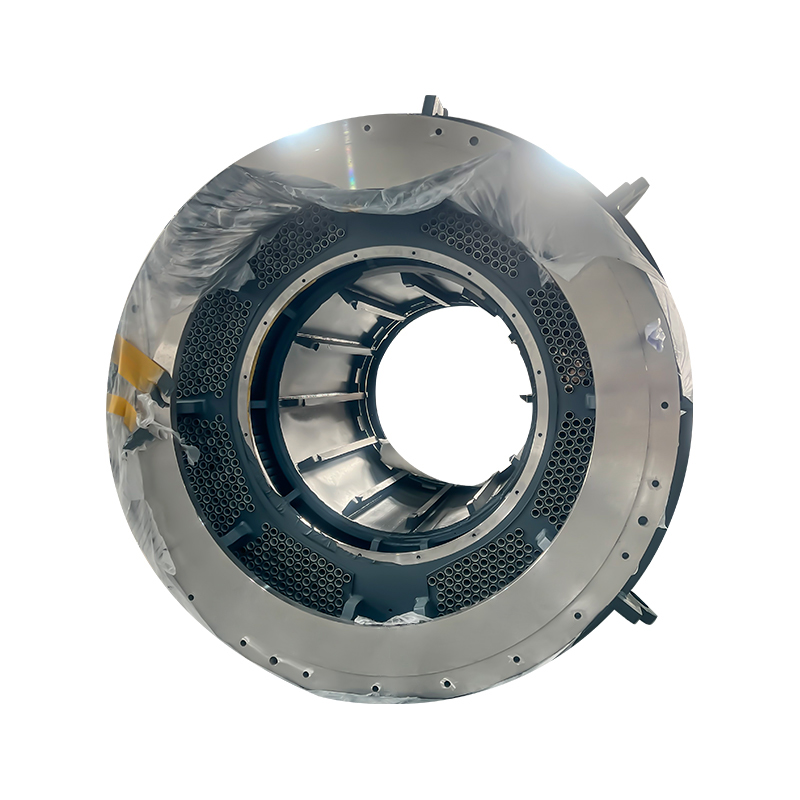
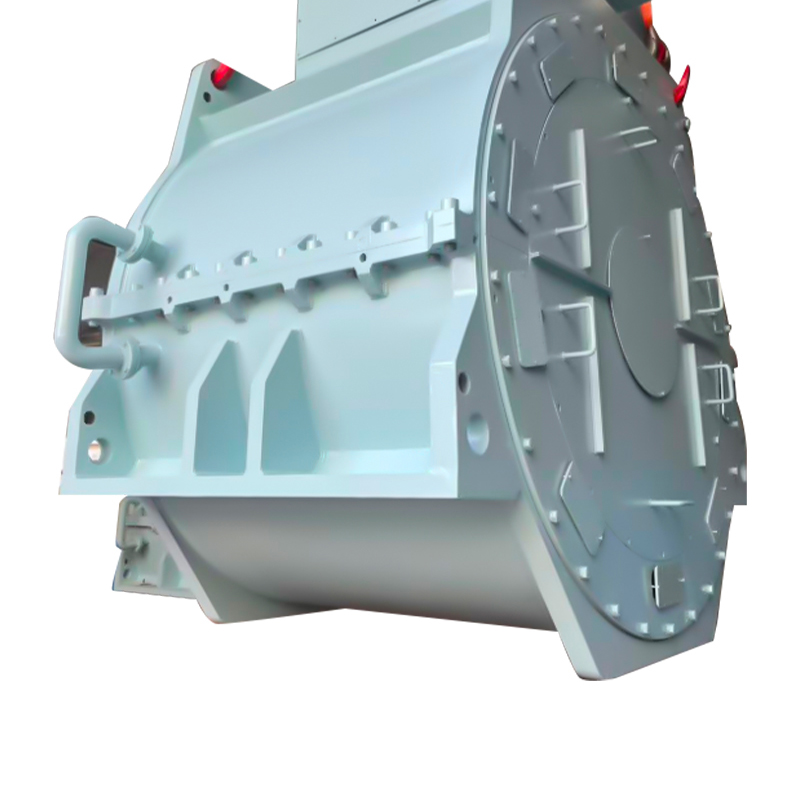
Praktische Folgen der Wärmeausdehnung beim Zusammenbau von Blechpaketen
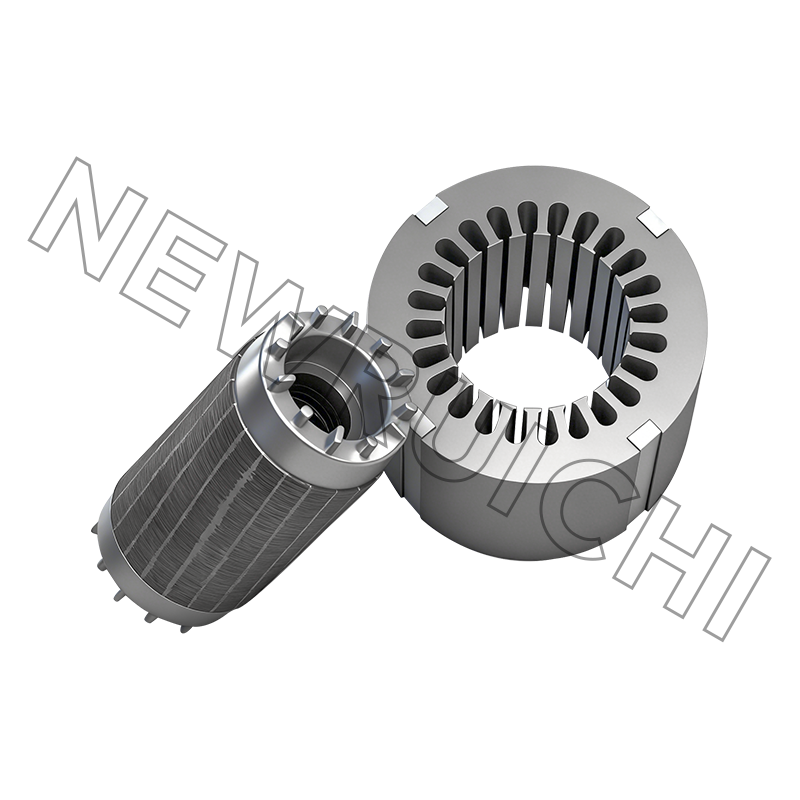
Ein Blechpaket für einen Hochgeschwindigkeits-Elektrofahrzeug-Traktionsmotor kann 150–400 einzelne Blechlamellen enthalten, die jeweils aus gestanzt sind Spulen aus Siliziumstahl und präzise gestapelt, um den Stator- oder Rotorkern zu bilden. Während des Motorbetriebs erhöhen Widerstandserwärmung in den Wicklungen und Kernverluste in den Blechlamellen die Kerntemperatur je nach Last und Kühlsystemkonstruktion um 60–120 °C über der Umgebungstemperatur. Bei diesem Temperaturanstieg dehnt sich jede Lamelle entsprechend aus Wärmeausdehnungskoeffizient von Stahl und das kumulative axiale Wachstum des Stapels muss durch die Gehäusekonstruktion berücksichtigt werden.
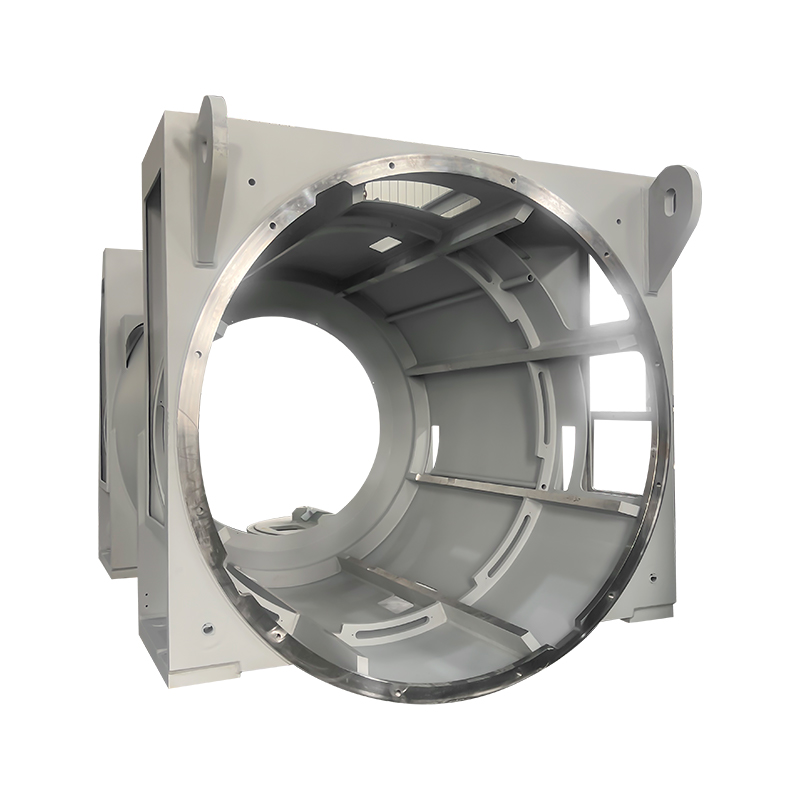
Für einen 200-mm-Axialstapel aus Siliziumstahl mit einem WAK von 10,8 × 10⁻⁶/°C und einem Temperaturanstieg von 100 °C beträgt die gesamte axiale Ausdehnung ungefähr 0,216 mm . Obwohl dies vernachlässigbar erscheinen mag, wirkt es sich direkt auf die Presspassung zwischen dem Blechpaket und dem Motorgehäuse aus – eine Passung, die fest genug bleiben muss, um ein Verrutschen unter Drehmoment zu verhindern und gleichzeitig keine zerstörerische Ringspannung während der Temperaturwechselbelastung auszuüben. Ingenieure, die Presspassungs- oder Schrumpfpassungsbaugruppen entwerfen, müssen die unterschiedliche Ausdehnung zwischen dem Siliziumstahlkern und dem Aluminium- oder Gusseisengehäuse (das bei Aluminium einen deutlich höheren WAK von 21–24 × 10⁻⁶/°C aufweist) berechnen, um sicherzustellen, dass die Verbindung über den gesamten Betriebstemperaturbereich stabil bleibt.
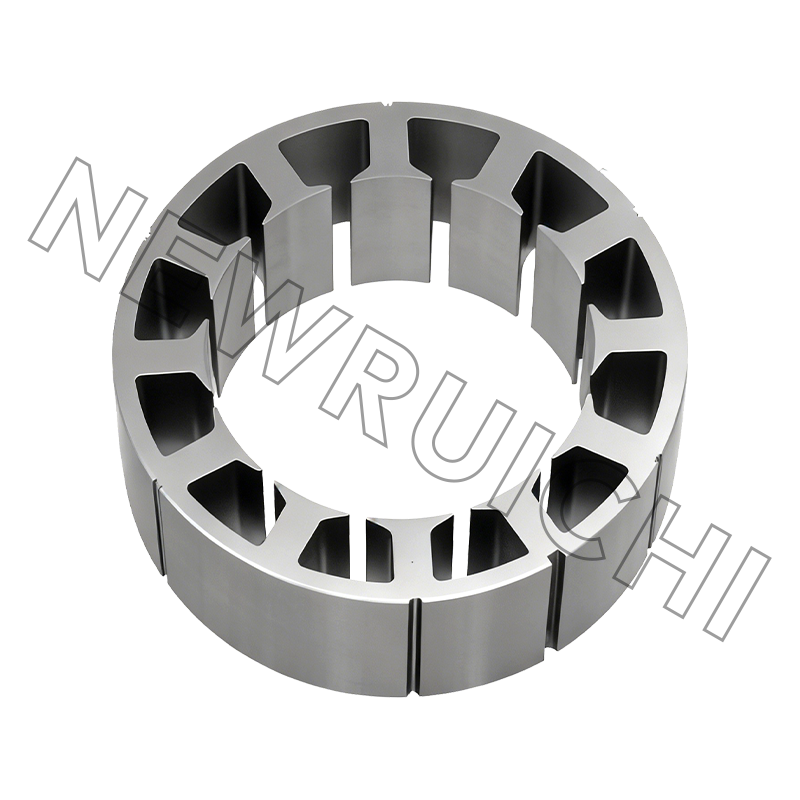
Nichtübereinstimmung der Wärmeausdehnung zwischen Kern- und Gehäusematerialien
Die Nichtübereinstimmung des WAK zwischen Silizium-Stahl-Laminatstapeln und Aluminium-Motorgehäusen ist eine der häufigsten Ursachen für mechanische Ermüdung bei Komponenten des Antriebsstrangs von Elektrofahrzeugen. Bei Betriebstemperatur dehnt sich das Aluminiumgehäuse etwa doppelt so stark aus wie der Siliziumstahlkern und verringert so die anfängliche Presspassung. Wenn die anfängliche Presspassung nicht ausreichend ist, kann sich der Kern bei hohen Temperaturen lockern und Vibrationen, Reibverschleiß und letztendlich Geräusche erzeugen, die auf ein strukturelles Versagen hinweisen. Wenn umgekehrt die Passung zu groß ist, um die thermische Entspannung zu kompensieren, kann die Umfangsspannung, die beim Zusammenbau und bei niedrigen Temperaturen auf den Siliziumstahlstapel ausgeübt wird, zu Delamination oder Rissen an den Laminierungskanten führen. Genaue Kenntnis der Wärmeausdehnungskoeffizient von Stahl Für die verwendete spezifische Siliziumstahlsorte handelt es sich daher nicht um einen generischen Stahlwert, sondern um wesentliche Eingabedaten für Gehäusetoleranzberechnungen.
Wie sich die Präzision des Schlitzens und Querschneidens auf die thermische Leistung von Siliziumstahlspulen auswirkt
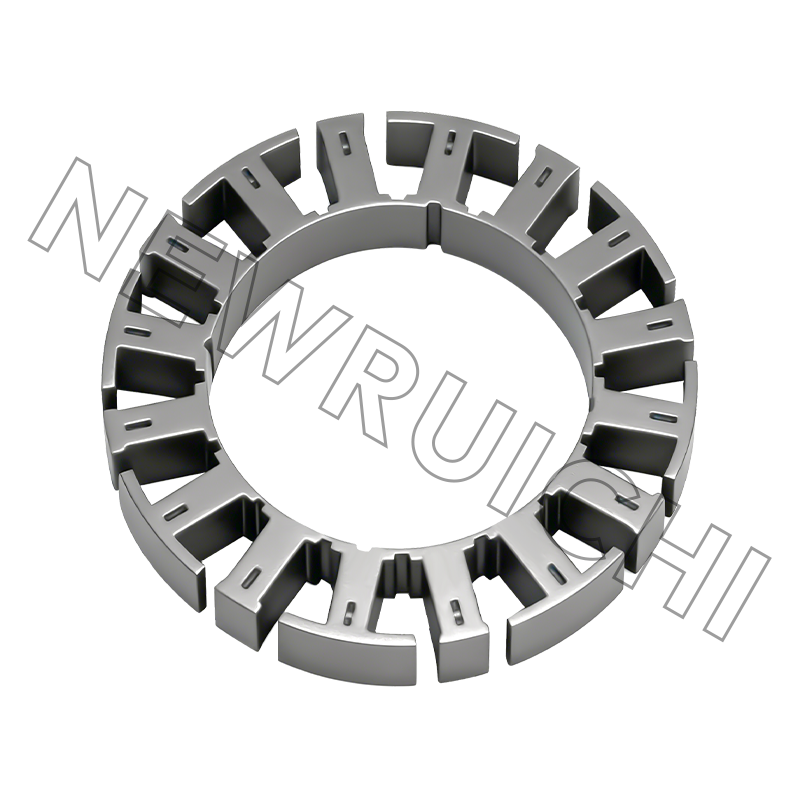
Die Qualität von Spulen aus Siliziumstahl Das beim Längs- und Querschneiden anfallende Material hat einen direkten Einfluss darauf, wie sich Lamellenpakete im Betrieb thermisch verhalten. Drei spezifische Qualitätsmerkmale – Ebenheit, Kantenzustand und Eigenspannung – interagieren mit der Wärmeausdehnung, um zu bestimmen, ob eine gestanzte Lamelle ihre beabsichtigte Geometrie über den Betriebstemperaturbereich hinweg beibehält.
- Ebenheit und Spulensatz: Spulen aus Siliziumstahl, die einen übermäßigen Spulensatz (eine anhaltende Krümmung durch das Aufwickeln) aufweisen, erzeugen Bleche, die nach dem Stanzen nicht vollkommen flach sind. Wenn eine Lamelle mit Restkrümmung gestapelt und zu einem Kern gepresst wird, ist der interlaminare Kontakt ungleichmäßig. Bei thermischen Zyklen führt die unterschiedliche Ausdehnung an Kontakt- und Nichtkontaktzonen zu mikroskopischen Relativbewegungen, die die Isolierbeschichtung zunehmend abbauen, mit der Zeit den Kernverlust erhöhen und – in extremen Fällen – hörbare Magnetostriktionsgeräusche verursachen.
- Schnittkantenqualität: Die Grathöhe an den Schlitzkanten bestimmt direkt den interlaminaren Abstand innerhalb eines gestapelten Kerns. Hohe Grate erzeugen lokale Luftspalte, die den effektiven Stapelfaktor verringern – das Verhältnis des tatsächlichen magnetischen Materials zum gesamten Stapelvolumen. Während sich der Kern erwärmt und abkühlt, kann eine thermisch bedingte Relativbewegung zwischen den Lamellen dazu führen, dass Gratspitzen in die Isolierbeschichtung benachbarter Lamellen eindringen und elektrische Kurzschlüsse erzeugen, die die Wirbelstromverluste dramatisch erhöhen und die lokale Erwärmung beschleunigen.
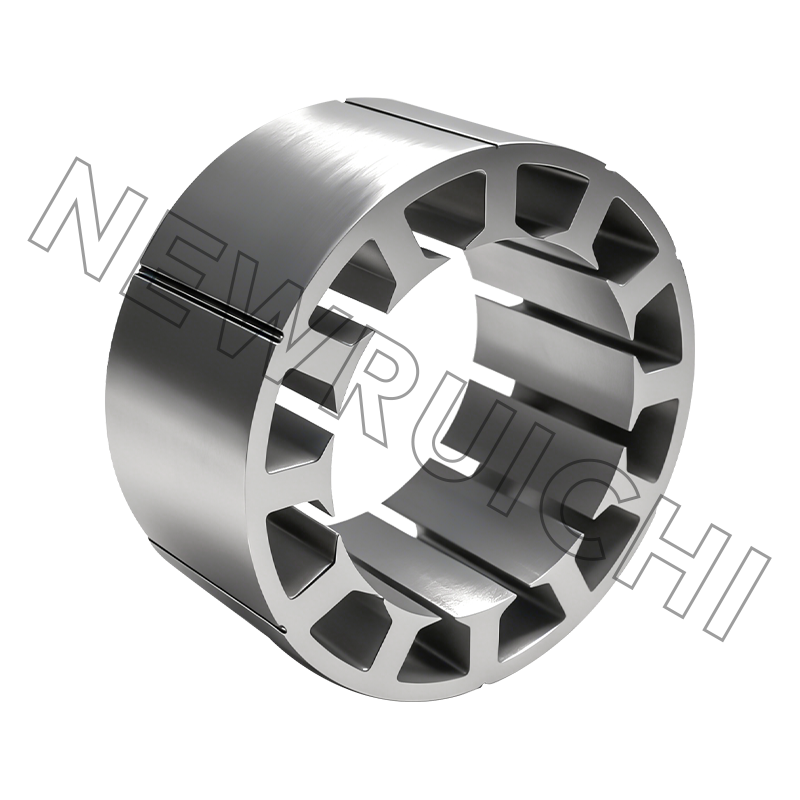
- Restspannungen aus der Verarbeitung: Kaltes Schlitzen und Querschneiden führen zu bleibenden Zug- und Druckspannungen an den Schnittkanten. Diese Spannungen verändern die lokale magnetische Permeabilität (magnetoelastischer Effekt) und interagieren mit thermisch induzierten Spannungen während des Betriebs, um eine ungleichmäßige Flussverteilung innerhalb der Lamelle zu erzeugen. Bei Hochfrequenzanwendungen wie Hochgeschwindigkeitsmotoren über 10.000 U/min erhöht diese Ungleichmäßigkeit messbar den Kernverlust und verringert den Wirkungsgrad.
Professionelle Schneidvorgänge lösen alle drei Probleme durch einen präzise kontrollierten Klingenabstand (typischerweise 0,5–1,5 % der Materialstärke), Spannungsausgleichsdurchgänge zur korrekten Spuleneinstellung vor dem Schlitzen und Kantenentgratung, wo erforderlich. Das Ergebnis ist Spulen aus Siliziumstahl mit konsistenter elektromagnetischer Leistung und Ebenheit, die sich direkt in thermisch stabilen, verlustarmen Laminierungsstapeln niederschlagen.
Spezifizierung von Siliziumstahlspulen für thermisch anspruchsvolle Anwendungen
Bei der Beschaffung Spulen aus Siliziumstahl Bei Anwendungen, bei denen es zu starken thermischen Wechselwirkungen kommt – Fahrmotoren für Elektrofahrzeuge, Hochfrequenz-Umrichtermotoren, große Leistungstransformatoren oder Industriegeneratoren – sollte die Materialspezifikation explizit sowohl elektromagnetische als auch thermisch-mechanische Anforderungen berücksichtigen. Sich ausschließlich auf Sortenbezeichnungen zu verlassen (z. B. M270-35A oder 35W250), ohne die CTE-Daten, die Art der Isolierbeschichtung und die Verarbeitungsqualität des Lieferanten zu überprüfen, kann zu Feldausfällen führen, die nur schwer auf die Materialursache zurückgeführt werden können.
Die folgenden Parameter sollten mit dem Siliziumstahllieferanten bestätigt werden, bevor die Materialauswahl für thermisch anspruchsvolle Designs abgeschlossen wird:
- Gemessener CTE-Wert für die spezifische Sorte und Dicke: Fordern Sie Testdaten und keine manuellen Schätzungen an, insbesondere für Qualitäten mit hohem Siliziumgehalt, bei denen sich der Siliziumgehalt von Charge zu Charge verschieben kann Wärmeausdehnungskoeffizient von Stahl um 0,3–0,5 × 10⁻⁶/°C.
- Bewertung der thermischen Stabilität der Isolierbeschichtung: C2-, C3-, C4- und C5-Beschichtungen unterscheiden sich in ihrer Beständigkeit gegenüber Spannungsarmglühtemperaturen (typischerweise 750–850 °C). Wenn das Glühen nach dem Prägen Teil des Prozesses ist, muss die Beschichtung den Wärmezyklus überstehen, ohne die Haftung oder den interlaminaren Widerstand zu beeinträchtigen.
- Garantie für Ebenheitstoleranz und Stapelfaktor: Geben Sie für Präzisionskerne die maximal zulässige Biegung pro Längeneinheit und den minimalen Stapelfaktor (z. B. ≥97 %) an, um einen thermisch stabilen interlaminaren Kontakt über den Stapel hinweg sicherzustellen.
- Spaltbreitentoleranz und Grathöhenbegrenzung: Enge Spaltbreitentoleranzen (± 0,05 mm oder besser) und maximale Grathöhen (typischerweise ≤ 0,02 mm bei dünnen Stärken) sind für die Aufrechterhaltung einer gleichmäßigen Stapelung und die Vermeidung von Beschichtungsschäden während der Temperaturwechsel im Betrieb von wesentlicher Bedeutung.
Durch die Zusammenarbeit mit einem Lieferanten, der fundierte Materialkenntnisse mit professionellen Schlitz- und Querschneidefähigkeiten kombiniert, wird die Lücke zwischen Materialzertifizierung und prozessbereiter Coilqualität geschlossen. Wenn die Wärmeausdehnungskoeffizient von Stahl Ihres Siliziumstahls ist genau bekannt und Ihr Spulen aus Siliziumstahl Werden sie mit verifizierter Ebenheit und Kantenqualität geliefert, wird die Wärmeausdehnung zu einer beherrschbaren Konstruktionsvariablen und nicht zu einer unvorhersehbaren Ursache für Ausfälle vor Ort.

Ihre E-Mail-Adresse wird nicht veröffentlicht. Erforderliche Felder sind markiert *





![]() E-Mail: [email protected]
E-Mail: [email protected]
[email protected]
![]() Telefon:
+86-18861576796 +86-18261588866
Telefon:
+86-18861576796 +86-18261588866
+86-15305731515 +86-18861576796
Urheberrecht © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Alle Rechte vorbehalten.
Hersteller von Stator- und Rotorkernen
